
1. Uvođenje
Žarenje je a toplotni tretman proces dizajniran da modificira fizička, a ponekad i hemijska svojstva materijala, čime se poboljšava njegova obradivost.
Povijesno, rani metalurzi koristili su žarenje za omekšavanje metala nakon kovanja, i tokom vremena,
proces je evoluirao u sofisticiranu tehniku koja se koristi u različitim industrijama kao što je automobilska, vazdušni prostor, elektronika, i proizvodnju.
Posebno, žarenje ne samo da povećava duktilnost i smanjuje zaostala naprezanja, već i oplemenjuje strukturu zrna, što dovodi do poboljšane obradivosti i ukupnih performansi.
U današnjem konkurentnom industrijskom pejzažu, savladavanje žarenja je ključno za optimizaciju performansi materijala.
Ovaj članak ispituje žarenje od znanstvenog, proces, dizajn, ekonomski, ekološki, i perspektive orijentisane na budućnost, osiguravajući holističko razumijevanje njegove uloge u modernom materijalnom inženjerstvu.
2. Osnove žarenja
Definicija i svrha
U svojoj srži, žarenje uključuje zagrijavanje materijala na određenu temperaturu, držeći ga određeni period, a zatim ga hladi kontroliranom brzinom.
Ovaj proces osigurava energiju potrebnu da atomi unutar mikrostrukture materijala migriraju i preurede.
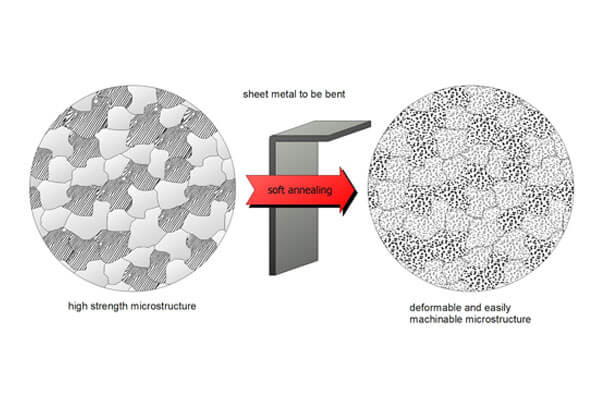
Samim tim, dislokacije i unutrašnja naprezanja se smanjuju, i novo, formiraju se zrna bez naprezanja, koji vraća duktilnost i smanjuje tvrdoću.
Ključni ciljevi uključuju:
- Povećanje duktilnosti: Omogućava lakše oblikovanje ili mašinsku obradu metala.
- Oslobađanje rezidualnog stresa: Sprečavanje savijanja i pucanja u finalnim proizvodima.
- Rafiniranje zrnaste strukture: Optimizacija mikrostrukture za poboljšana mehanička svojstva.
Termodinamički i kinetički principi
Žarenje radi na osnovnim termodinamičkim i kinetičkim principima. Kada se metal zagreje, njegovi atomi dobijaju kinetičku energiju i počinju da migriraju.
Ova migracija smanjuje ukupnu slobodnu energiju eliminacijom dislokacija i nesavršenosti.
Na primjer, u čeliku, proces može pretvoriti očvrsli martenzit u duktilniju feritno-perlitnu smjesu.
Podaci pokazuju da pravilno žarenje može smanjiti tvrdoću do 30%, čime se značajno poboljšava obradivost.
Štaviše, kinetika faznih transformacija tokom žarenja je kontrolisana temperaturom i vremenom.
Proces je optimiziran balansiranjem brzine grijanja, vrijeme namakanja, i brzinu hlađenja za postizanje željene mikrostrukturne transformacije bez neželjenog rasta zrna.
3. Vrste žarenja
Procesi žarenja se veoma razlikuju, svaki dizajniran za postizanje specifičnih svojstava materijala.
Prilagođavanjem ciklusa grijanja i hlađenja, proizvođači mogu optimizirati performanse metala za različite primjene.
Ispod, detaljno opisujemo primarne vrste žarenja, ističući svoje ciljeve, procesi, i tipične aplikacije.
Potpuno žarenje
Svrha: Za vraćanje maksimalne duktilnosti i smanjenje tvrdoće u legurama željeza, posebno hipoeutektoidnih čelika.
Proces:
- Temperatura: Povišeno do 850–950°C (E.g., 925°C za AISI 1020 čelik) za potpunu austenitizaciju materijala.
- Hold Time: Održavano za 1–4 sata kako bi se osigurala ujednačena fazna transformacija.
- Hlađenje: Sporo hlađenje (20–50°C/h) u peći ili izolovanoj kutiji kako bi se potaklo formiranje krupnog zrna.
Aplikacije: - Automobilski: Komponente od kovanog čelika (E.g., dijelovi šasije) za poboljšanu formabilnost.
- Proizvodnja: Predobrada za operacije kovanja i mašinske obrade.
Podaci: Smanjuje tvrdoću čelika za 40-50% (E.g., iz 250 HBW to 120 Hbw) i poboljšava duktilnost na 25–30% istezanje (ASTM E8/E9).
Annealing za ublažavanje stresa
Svrha: Uklonite zaostala naprezanja od obrade, zavarivanje, ili hladan rad.
Proces:
- Temperatura: 500-650 ° C (E.g., 600°C za legure aluminijuma, 520°C za nerđajući čelik).
- Hold Time: 1–2 sata na temperaturi.
- Hlađenje: Zračno hlađeno ili hlađeno peći na temperaturu okoline.
Aplikacije: - Vazdušni prostor: Zavareni okviri aviona (E.g., Boeing 787 spojevi trupa) kako bi se spriječilo izobličenje.
- Ulja & Plin: Cjevovodi i posude pod pritiskom (E.g., API 5L X65 čelik).
Podaci: Smanjuje zaostala naprezanja 30-50%, minimiziranje rizika od izobličenja (ASME Boiler & Šifra posude pod pritiskom).
Sferoidizirajuće žarenje
Svrha: Pretvorite karbide u sferne čestice kako biste poboljšali obradivost i žilavost čelika s visokim udjelom ugljika.
Proces:
- Temperatura: 700–750°C (ispod donje kritične temperature).
- Hold Time: 10–24 sata za karbidnu sferoidizaciju.
- Hlađenje: Sporo hlađenje peći kako bi se izbjeglo ponovno formiranje lamelnih struktura.
Aplikacije: - Alat: Brzorezni čelik (E.g., M2 alatni čelik) za burgije i matrice.
- Automobilski: Opružni čelik (E.g., SAE 5160) za komponente ovjesa.
Podaci: Postiže 90% efikasnost sferoidizacije, smanjenje vremena obrade 20-30% (ASM Handbook, Volume 4).
Izotermno žarenje
Svrha: Minimizirajte izobličenje u složenim geometrijama kontroliranjem faznih transformacija.
Proces:
- Temperatura: 900–950°C (iznad gornje kritične temperature) za austenitizaciju.
- Intermediate Hold: 700–750°C za 2–4 sata da bi se omogućilo formiranje perlita.
Aplikacije: - Vazdušni prostor: Oštrice turbine (E.g., Inconel 718) zahtijevaju dimenzionu stabilnost.
- Energija: Komponente nuklearnog reaktora (E.g., legura cirkonijuma).
Podaci: Smanjuje dimenzionalno izobličenje za do 80% u poređenju sa konvencionalnim žarenjem (Časopis za tehnologiju obrade materijala, 2021).
Normalizacija
Svrha: Rafinirajte strukturu zrna za poboljšanu žilavost i čvrstoću ugljičnih i legiranih čelika.
Proces:
- Temperatura: 200–300°C iznad gornje kritične temperature (E.g., 950° C za 4140 čelik).
- Hlađenje: Vazdušno hlađen na temperaturu okoline.
Aplikacije: - Izgradnja: Konstrukcijske čelične grede (E.g., ASTM A36).
- Mašine: Osovine zupčanika (E.g., SAE 4140) za uravnoteženu snagu i duktilnost.
Podaci: Postiže sitnozrnasta mikrostruktura sa vlačnom čvrstoćom od 600–800 MPa (ISO 630:2018).
Rješenje žarenje
Svrha: Rastvaranje legirajućih elemenata u homogenu austenitnu matricu u nerđajućim čelicima i legurama na bazi nikla.
Proces:
- Temperatura: 1,050–1.150°C za potpunu austenitizaciju.
- Gašenje: Brzo hlađenje u vodi ili ulju kako bi se spriječilo fazno raspadanje.
Aplikacije: - Medicinski: Austenitni nerđajući čelik za implantate (E.g., ASTM F138).
- Hemikalija: Izmjenjivači topline (E.g., 316L Nerđajući čelik).
Podaci: Osigurava 99.9% homogenost faze, kritično za otpornost na koroziju (NACE MR0175 / ISO 15156).
Rekristalizaciono žarenje
Svrha: Omekšati hladno obrađene metale formiranjem zrna bez naprezanja.
Proces:
- Temperatura: 450-650 ° C (E.g., 550°C za aluminijum, 400°C za bakar).
- Hold Time: 1–3 sata kako bi se omogućila rekristalizacija.
Aplikacije: - Elektronika: Bakrene žice (E.g., transformatorski namotaji sa 100% IACS provodljivost).
- Pakovanje: Aluminijumske limenke (E.g., AA 3003 legura).
Podaci: Vraća provodljivost na 95–100% IACS u bakru (Međunarodni standard žarenog bakra).
Podkritično žarenje
Svrha: Smanjite tvrdoću niskougljičnih čelika bez fazne transformacije.
Proces:
- Temperatura: 600–700°C (ispod niže kritične temperature).
- Hold Time: 1–2 sata za ublažavanje zaostalih naprezanja.
Aplikacije: - Automobilski: Hladno valjani meki čelik (E.g., SAE 1008) za automobilske panele.
- Hardver: Opružni čelik (E.g., SAE 1050) za minimalno izobličenje.
Podaci: Postiže HBW smanjenje tvrdoće za 20-25% (ASTM A370).
Proces žarenja
Svrha: Vraćanje duktilnosti metala nakon srednjih koraka hladne obrade.
Proces:
- Temperatura: 200–400°C (E.g., 300°C za mesing, 250°C za nerđajući čelik).
- Hlađenje: Zračno hlađeno ili hlađeno peći.
Aplikacije: - Elektronika: Bakar PCB tragovi (E.g., 5Komponente G antene).
- Hvac: Bakarne cijevi (E.g., ASTM B280).
Podaci: Poboljšava formabilnost pomoću 30-40%, omogućavaju manje radijuse savijanja (Udruženje za razvoj bakra).
Bright Annealing
Svrha: Sprečite oksidaciju i dekarbonizaciju u aplikacijama visoke čistoće.
Proces:
- Atmosfera: Vodonik (H₂) ili inertni gas (N₂/uključeno) at ≤10 ppm kiseonika.
- Temperatura: 800–1.000°C (E.g., 900°C za trake od nerđajućeg čelika).
Aplikacije: - Vazdušni prostor: Legure od titana (E.g., Ti-6Al-4V) za lopatice turbine.
- Automobilski: Izduvni sistemi od nerđajućeg čelika (E.g., Inconel 625).
Podaci: Postiže 99.9% čistoća površine, kritično za otpornost na koroziju (SAE J1708).
Flash žarenje
Svrha: Brza modifikacija površine za lokalizirano poboljšanje svojstava.
Proces:
- Izvor toplote: Plameni ili laseri visokog intenziteta (E.g., 1,200°C vršna temperatura).
- Hold Time: Sekunde do milisekundi za precizno površinsko očvršćavanje.
Aplikacije: - Proizvodnja: Zubi zupčanika (E.g., kaljenog 8620 čelik).
Podaci: Povećava površinsku tvrdoću za 50–70% (E.g., iz 30 HRC to 50 HRC) (Surface Engineering Journal).
Kontinuirano žarenje
Svrha: Obrada velikih količina za limove u automobilskoj i građevinskoj industriji.
Proces:
- Brzina linije: 10–50 m/I sa kontrolisanom atmosferom (E.g., redukcioni gas).
- Zone: Grijanje, namakanje, hlađenje, i namotavanje.
Aplikacije: - Automobilski: Čelični paneli karoserije (E.g., 1,000-tona presa za Tesla Model Y).
- Izgradnja: Pocinkovani krovni limovi (E.g., GI 0.5mm).
Podaci: Procesi 10–20 miliona tona čelika godišnje, smanjenje stope otpada za 15-20% (Svjetsko udruženje čelika).
4. Proces i tehnike žarenja
Proces žarenja sastoji se od tri osnovne faze: grijanje, namakanje, i hlađenje.
Svaka faza se pažljivo kontroliše kako bi se postigla željena svojstva materijala, osiguravaju uniformnost i konzistentnost u mikrostrukturnim transformacijama.

Postoje različite tehnike žarenja, prilagođen različitim materijalima i industrijskim aplikacijama.
Priprema pred žarenje
Prije žarenja, pravilna priprema osigurava optimalne rezultate. Ovo uključuje:
✔ Čišćenje materijala & Inspekcija:
- Uklanja površinske zagađivače (oksidi, mast, skala) koji mogu uticati na prenos toplote.
- Provodi mikrostrukturnu analizu kako bi se utvrdili već postojeći nedostaci.
✔ Metode prije tretmana:
- Kiselo: Koristi kisele otopine za čišćenje metalnih površina prije toplinske obrade.
- Mehaničko poliranje: Uklanja oksidacijske slojeve kako bi poboljšao ravnomjerno zagrijavanje.
Primer:
U vazduhoplovnoj industriji, komponente od titana prolaze rigorozno prethodno čišćenje kako bi se spriječila oksidacija tijekom žarenja u vakuumskoj peći.
Faza grijanja
Faza zagrijavanja postupno podiže temperaturu materijala do ciljanog raspona žarenja. Pravilna kontrola sprečava termički udar i izobličenje.
Ključni faktori:
Odabir peći:
- Batch Furnaces: Koristi se za industrijsko žarenje čeličnih i aluminijskih limova velikih razmjera.
- Kontinualne peći: Idealno za brze proizvodne linije.
- Vakuumske peći: Spriječite oksidaciju i osigurajte visoku čistoću u svemirskoj i elektronskoj industriji.
Tipični rasponi temperature grijanja:
- Čelik:600–900°C zavisno od vrste legure.
- Bakar:300–500°C za omekšavanje i ublažavanje stresa.
- Aluminijum:350–450°C za pročišćavanje strukture zrna.
Razmatranje stope grijanja:
- Sporo grijanje: Smanjuje termičke gradijente i sprečava pucanje.
- Brzo zagrevanje: Koristi se u nekim aplikacijama za poboljšanje efikasnosti uz izbjegavanje grubosti zrna.
Studija slučaja:
Za medicinske implantate od nerđajućeg čelika, vakuumsko žarenje pri 800–950°C minimizira oksidaciju dok poboljšava otpornost na koroziju.
Faza namakanja (Održavanje na ciljnoj temperaturi)
Namakanje osigurava ujednačenu raspodjelu temperature, omogućavajući unutrašnju strukturu metala da se u potpunosti transformiše.
Faktori koji utječu na vrijeme namakanja:
🕒 Debljina materijala & Sastav:
- Deblji materijali zahtijevaju duže vrijeme namakanja za ravnomjeran prodor topline.
🕒 Ciljevi mikrostrukturne rafinacije:
- Za žarenje za ublažavanje stresa, namakanje može potrajati 1–2 sata.
- Za potpuno žarenje, materijali mogu zahtijevati nekoliko sati kako bi se postigla potpuna rekristalizacija.
Primer:
U difuzijskom žarenju za visokougljične čelike, drži na 1050–1200°C za 10–20 sati eliminiše segregaciju i povećava homogenost.
Faza hlađenja
Faza hlađenja određuje konačnu mikrostrukturu i mehanička svojstva. Na tvrdoću utiču različite metode hlađenja, struktura zrna, i oslobađanje od stresa.
Tehnike hlađenja & Njihovi efekti:
Hlađenje peći (Sporo hlađenje):
- Materijal ostaje u peći dok se postepeno hladi.
- Proizvodi meke mikrostrukture sa maksimalnom duktilnošću.
- Koristi se za potpuno žarenje od čelika i livenog gvožđa.
Vazdušno hlađenje (Umjereno hlađenje):
- Smanjuje tvrdoću dok održava umjerenu čvrstoću.
- Common in žarenje za ublažavanje stresa zavarenih konstrukcija.
Gašenje (Rapid Cooling):
- Korišćen u izotermno žarenje transformirati austenit u mekše mikrostrukture.
- Uključuje hlađenje u ulju, voda, ili vazduh po kontrolisanim brzinama.
Hlađenje kontrolisane atmosfere:
- Inertni gas (argon, azot) sprječava oksidaciju i promjenu boje.
- Neophodan u visoko preciznim industrijama kao što su poluprovodnika i vazduhoplovstva.
Poređenje metoda hlađenja:
| Metoda hlađenja | Stopa hlađenja | Utjecaj na materijal | Zajednička aplikacija |
|---|---|---|---|
| Hlađenje peći | Vrlo Sporo | Maksimalna duktilnost, krupna zrna | Potpuno žarenje čelika |
| Vazdušno hlađenje | Umjeren | Uravnotežena snaga i duktilnost | Žarenje za ublažavanje stresa |
| Gašenje vodom/uljem | Brzo | Fina mikrostruktura, veća tvrdoća | Izotermno žarenje |
| Kontrolisana atmosfera | Varijabilna | Površina bez oksidacije | Vazdušni prostor & Elektronika |
5. Efekti žarenja na svojstva materijala
Žarenje značajno utiče na unutrašnju strukturu i performanse materijala, što ga čini kritičnim procesom u metalurgiji i nauci o materijalima.
Pažljivom kontrolom grijanja, namakanje, i faze hlađenja, povećava duktilnost, smanjuje tvrdoću, Rafinira strukturu zrna, i poboljšava električna i termička svojstva.
Ovaj odjeljak istražuje ove efekte na strukturiran i detaljan način.
Mikrostrukturne transformacije
Žarenje mijenja unutrašnju strukturu materijala kroz tri ključna mehanizma:
- Rekristalizacija: Nervozan, formiraju se zrna bez naprezanja, zamena deformisanih, koji vraća duktilnost i smanjuje radno očvršćavanje.
- Grain Growth: Produženo vrijeme namakanja omogućava rast zrna, balansiranje snage i fleksibilnosti.
- Fazna transformacija: Dolazi do promjena u faznom sastavu, kao što je martenzit koji se pretvara u ferit i perlit u čeliku, optimiziranje čvrstoće i duktilnosti.
Primer:
Hladno obrađeni čelik može doživjeti do a 30% smanjenje tvrdoće nakon žarenja, značajno poboljšavajući njegovu formabilnost.
Poboljšanja mehaničkih svojstava
Žarenje poboljšava mehanička svojstva metala na nekoliko načina:
Povećana duktilnost & Žilavost
- Metali postaju manje krti, smanjenje rizika od prijeloma.
- Neki materijali pokazuju a 20-30% povećanje izduženja prije loma nakon žarenja.
Smanjenje preostalog naprezanja
- Ublažava unutrašnja naprezanja uzrokovana zavarivanjem, livenje, i hladan rad.
- Smanjuje vjerovatnoću savijanja, pucanje, i preranog otkaza.
Optimizirana tvrdoća
- Omekšava materijale radi lakše obrade, savijanje, i formiranje.
- Tvrdoća čelika može se smanjiti za 30-40%, smanjenje trošenja alata i troškova proizvodnje.
Efekti na obradivost & Formalnost
Žarenje poboljšava obradivost omekšavanjem metala, čineći ih lakšim za rezanje, bušilica, i oblik.
Smanjeno trošenje alata: Manja tvrdoća produžava vijek trajanja alata i smanjuje troškove održavanja.
Lakše formiranje: Metali postaju fleksibilniji, omogućava dublje crtanje i složenije oblike.
Bolja završna obrada površine: Glatkije mikrostrukture rezultiraju poboljšanim kvalitetom površine nakon strojne obrade.
Električni & Poboljšanja termičkih svojstava
Žarenje oplemenjuje strukturu kristalne rešetke, smanjenje kvarova i poboljšanje provodljivosti.
⚡ Veća električna provodljivost:
- Eliminira prepreke na granici zrna, poboljšanje protoka elektrona.
- Bakar može postići a 10-15% povećanje provodljivosti nakon žarenja.
🔥 Poboljšana toplotna provodljivost:
- Omogućava bolje odvođenje topline u aplikacijama kao što su izmjenjivači topline.
- Neophodan za elektronske i vazduhoplovne komponente visokih performansi.
Upotreba u industriji:
Proizvođači poluprovodnika oslanjaju se na žarenje tankog filma kako bi poboljšali provodljivost silikonskih pločica i minimizirali defekte.
6. Prednosti i nedostaci žarenja
Prednosti
- Vraća duktilnost:
Žarenje preokreće kaljenje, čineći metale lakšim za oblikovanje i obradu. - Ublažava zaostala naprezanja:
Eliminacijom unutrašnjih naprezanja, žarenje smanjuje rizik od savijanja i pucanja. - Poboljšava obradivost:
Omekšao, ujednačena mikrostruktura poboljšava efikasnost rezanja i produžava vijek trajanja alata. - Optimizira električnu vodljivost:
Obnovljene kristalne strukture mogu dovesti do poboljšanih električnih i magnetskih svojstava. - Prilagodljiva struktura zrna:
Prilagodite parametre procesa za postizanje željenih veličina zrna i distribucije faza, direktno utiču na mehanička svojstva.
Nedostaci
- Vremenski intenzivan:
Proces žarenja može trajati nekoliko sati 24 sati, što može usporiti proizvodne cikluse. - Visoka potrošnja energije:
Energija potrebna za kontrolirano grijanje i hlađenje može biti značajna, utiču na operativne troškove. - Osjetljivost procesa:
Za postizanje optimalnih rezultata potrebna je precizna kontrola temperature, vrijeme, i stope hlađenja. - Rizik od prekomjernog žarenja:
Prekomjeran rast zrna može dovesti do smanjenja čvrstoće materijala ako se njime ne upravlja pravilno.
7. Primjena žarenja
Žarenje je svestran proces toplinske obrade s primjenom u različitim industrijama, omogućavajući materijalima postizanje optimalne mehaničke, termalni, i električna svojstva.
Ispod je detaljno istraživanje njegovih ključnih uloga u ključnim sektorima:
Aerospace industrija
- Svrha: Povećajte snagu, smanjiti lomljivost, i eliminišu zaostala naprezanja u lakim legurama.
- Materijali:
-
- Titanijumske legure (E.g., Ti-6Al-4V): Žarenje poboljšava duktilnost i otpornost na zamor lopatica turbina i okvira aviona.
- Superoji sa sjedištem u niklu (E.g., Inconel 718): Koristi se u komponentama mlaznih motora, žarenje osigurava ujednačenu mikrostrukturu za performanse na visokim temperaturama.
Automotive Manufacturing
- Svrha: Optimizirajte formabilnost, tvrdoća, i otpornost na koroziju za komponente masovne proizvodnje.
- Materijali:
-
- Čelici visoke čvrstoće (HSS): Žarenje omekšava HSS za štancanje panela karoserije automobila (E.g., Čelik ultra visoke čvrstoće u Teslinom modelu S).
- Nehrđajući čelik: Žarenje poboljšava zavarljivost u izduvnim sistemima i rezervoarima za gorivo.
Elektronika i poluvodiči
- Svrha: Poboljšajte svojstva poluprovodnika i poboljšajte električnu provodljivost.
- Materijali:
-
- Silicijumske pločice: Žarenje uklanja defekte i poboljšava kristalni kvalitet za proizvodnju mikročipa (E.g., Intelova 3D XPoint memorija).
- Bakarne interkonekcije: Žarenje povećava provodljivost u štampanim pločama (PCBS) i ožičenje.
- Napredne tehnike:
-
- Brzo termičko žarenje (RTA): Koristi se u proizvodnji poluprovodnika kako bi se smanjio toplinski budžet.
Građevinarstvo i infrastruktura
- Svrha: Poboljšajte trajnost, Otpornost na koroziju, i obradivost za velike projekte.
- Materijali:
-
- Bakrene cijevi: Žarenje osigurava fleksibilnost i otpornost na koroziju u vodovodnim sistemima (E.g., žarene bakrene cijevi u zelenim zgradama).
- Aluminijske legure: Žareni aluminij se koristi u fasadama zgrada i prozorskim okvirima radi poboljšane formabilnosti.
- Primer: Burj Khalifa koristi žarenu aluminijsku oblogu zbog svoje male težine, eksterijer otporan na koroziju.
Energetski sektor
- Svrha: Poboljšajte performanse materijala u ekstremnim okruženjima.
- Aplikacije:
-
- Nuklearni reaktori: Žarene legure cirkonija (E.g., Circaloy-4) za gorivne šipke otporne na krhkost izazvanu radijacijom.
- Solarni paneli: Žarene silikonske ćelije poboljšavaju fotonaponsku efikasnost (E.g., Prvi solarni tankoslojni moduli).
- Vjetroturbine: Žareni čelik i kompoziti za oštrice izdržavaju ciklično naprezanje i zamor.
Medicinski uređaji
- Svrha: Ostvarite biokompatibilnost, fleksibilnost, i toleranciju na sterilizaciju.
- Materijali:
-
- Nehrđajući čelik: Žareno za hirurške instrumente (E.g., skalpele i pincete) za balansiranje tvrdoće i fleksibilnosti.
- Titanijumski implantati: Žarenje smanjuje površinske defekte i poboljšava biokompatibilnost kod zamjene kuka.
Roba široke potrošnje i nakit
- Svrha: Povećajte savitljivost za složene dizajne i završnu obradu površine.
- Materijali:
-
- Zlato i srebro: Žarenje omekšava plemenite metale za izradu nakita (E.g., Tiffany & Ručno rađeni komadi Co).
- Bakarno posuđe: Žareni bakar poboljšava toplotnu provodljivost i formabilnost za ravnomernu distribuciju toplote.
Primjene u nastajanju
- Aditivna proizvodnja (3D Štampanje):
-
- Žarenje 3D štampanih metala (E.g., Inconel) za uklanjanje unutrašnjih naprezanja i poboljšanje mehaničkih svojstava.
- Vodikove gorive ćelije:
-
- Žarene legure platinske grupe za katalizatore u membranama gorivih ćelija.
- Fleksibilna elektronika:
-
- Žarenje grafena i polimera za nosive senzore i fleksibilne displeje.
Industrijski standardi i usklađenost
- ASTM International:
-
- ASTM A262 za ispitivanje korozije žarenog nehrđajućeg čelika.
- ASTM F138 za leguru titana (Ti-6Al-4V) u medicinskim uređajima.
- ISO standardi:
-
- ISO 679 za žarenje bakra i legura bakra.
8. Zaključak
Žarenje je transformativni proces termičke obrade koji u osnovi poboljšava mehanička i fizička svojstva metala i legura.
Kroz kontrolirano grijanje i hlađenje, žarenje vraća duktilnost, smanjuje unutrašnja naprezanja, i oplemenjuje mikrostrukturu, čime se poboljšava obradivost i performanse.
Ovaj članak je pružio sveobuhvatan, višedimenzionalna analiza žarenja, pokrivaju svoje naučne principe, procesne tehnike, materijalnih efekata, Industrijske aplikacije, i budući trendovi.
U eri u kojoj su precizno inženjerstvo i održivost najvažniji, napredak u tehnologiji žarenja,
kao što je digitalna kontrola procesa, alternativnim metodama grijanja, i ekološki prihvatljive prakse — postavljene su za daljnju optimizaciju performansi materijala i smanjenje utjecaja na okoliš.
Kako industrije nastavljaju s inovacijama i razvojem, ovladavanje procesom žarenja ostaje ključno za osiguranje kvaliteta proizvoda, operativna efikasnost, i dugoročnu konkurentnost na globalnom tržištu.

