
1. Bekendstelling
Masjinering is 'n integrale deel van baie nywerhede wat presiese komponente en betroubare samestelling vereis.
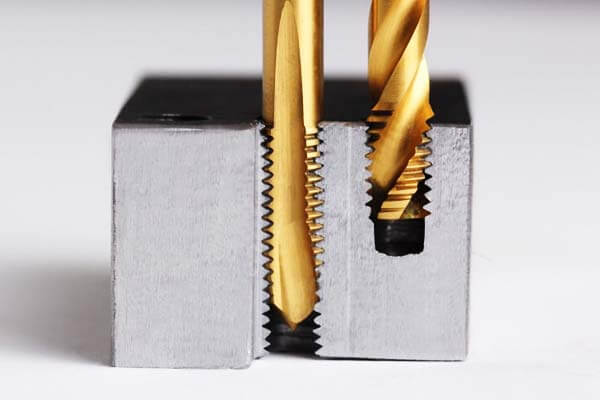
'n Getapte gat - noodsaaklik vir die skep van interne drade in materiale - dien as 'n basis vir baie bevestigingstoepassings.
Hierdie proses maak skroewe moontlik, boute, en ander hegstukke om veilig in te sit, verseker dat komponente bymekaar bly, selfs onder uiterste toestande.
Getapte gate is veral belangrik in nywerhede soos motor, lugvaart, elektronika, en masjinerie.
Om die basiese beginsels van tik te verstaan en hoe om presisie schroefdraad te bereik, kan help om vervaardigingsdoeltreffendheid en produkkwaliteit te verbeter.
In hierdie blogpos, ons sal die proses van tik afbreek, verduidelik die verskillende tipes tapgate, en verskaf noodsaaklike wenke om topgehalte te verseker.
Ons sal ook delf na die gereedskap en materiale wat gebruik word, die faktore wat tikpresisie beïnvloed, en algemene toepassings van getapte gate.
2. Wat is 'n getapte gat?
'n Getapte gat is bloot 'n gat wat geboor is en dan met 'n kraan ingeryg is om 'n hegstuk te aanvaar.
Dit verskil van 'n geboorde gat, wat bloot 'n gat sonder enige drade is.
Tik skep interne drade binne die gat, wat die inbring van skroewe moontlik maak, boute, of ander skroefdraad hegstukke.

- Geboorde Gat vs. Getikte Gat: Terwyl 'n geboorde gat 'n basiese silindriese gat is, 'n tikgat is die resultaat van die gebruik van 'n tikgereedskap om spiraaldrade op die binneoppervlak te skep.
Hierdie draad laat die gat toe om hegstukke veilig te hou, wat noodsaaklik is in baie toepassings. - Algemene bepalings:
-
- Drade: Dit is die spiraalgroewe wat in die gat gesny is, sodat hegstukke ingeskroef kan word.
- Tik: Die gereedskap wat gebruik word om interne drade in die gat te sny. Dit is in verskillende tipes beskikbaar, afhangende van die materiaal en draadspesifikasies.
- Toonhoogte: Die afstand tussen individuele drade. Hoe fyner die toonhoogte, hoe meer drade per duim (TPI), wat krities is vir sekere toepassings wat hoër akkuraatheid vereis.
3. Bewerkingsproses vir tap
Die tikproses behels die gebruik van 'n kraan om interne drade in 'n gat te sny. Afhangende van die materiaal en die verlangde draadgrootte, verskillende gereedskap en masjiene word gebruik.
- Toerusting:
-
- CNC -masjiene: Hierdie rekenaar-beheerde masjiene is in staat om outomaties hoë-presisie tap uit te voer, maak hulle ideaal vir grootskaalse produksie.
- Tapmasjiene: Hierdie gespesialiseerde masjiene is spesifiek ontwerp vir aftap en kan beide hand- en outomatiese bewerkings hanteer.
- Handmatige tikgereedskap: Vir kleiner of pasgemaakte take, handtapgereedskap soos handkrane en matryse word gebruik.
Dit word gewoonlik gebruik wanneer slegs 'n paar gate getik hoef te word.
- Tik vs. Draadfrees: Draadfrees en -tap skep beide interne drade, maar daar is duidelike verskille.
Terwyl tik vinniger en doeltreffender is vir klein tot mediumgrootte gaatjies, draadfrees bied groter buigsaamheid vir groter drade of komplekse geometrieë.
4. Hoe om gate stap-vir-stap te tap
Hier is 'n stap-vir-stap uiteensetting van hoe om 'n gat suksesvol te tik:
- Stap 1: Versamel die nodige gereedskap en materiale
-
- Maak seker jy het 'n kraan, boorpunt, tikmasjien handmatige tikgereedskap, en smeermiddel.
- Stap 2: Kies die regte kraan en boorpunt
-
- Kies 'n kraan wat ooreenstem met die gewenste draadtipe (Unc, On, Metriek) en grootte.
Kies die toepaslike boorpunt om by die kraangrootte te pas om 'n perfekte pasvorm te verseker.
- Kies 'n kraan wat ooreenstem met die gewenste draadtipe (Unc, On, Metriek) en grootte.
- Stap 3: Boor die Gat
-
- Boor die gaatjie tot die regte grootte, verseker dat dit by die kraanspesifikasies pas.
Gebruik 'n boor met die toepaslike deursnee en diepte gebaseer op die vereiste skroefdraadsteek.
- Boor die gaatjie tot die regte grootte, verseker dat dit by die kraanspesifikasies pas.
- Stap 4: Berei voor vir tik
-
- Maak die gat skoon en wend 'n geskikte smeermiddel aan om wrywing te verminder en te voorkom dat die kraan vasbind tydens die snyproses.
- Stap 5: Tik die Gat
-
- Begin tik deur die kraan in die gat te steek, en pas konsekwente druk toe terwyl die gereedskap gedraai word om die drade te skep.
Maak seker dat die kraan in lyn met die gat bly om wanbelyning te voorkom.
- Begin tik deur die kraan in die gat te steek, en pas konsekwente druk toe terwyl die gereedskap gedraai word om die drade te skep.
5. Tipes getapte gate
Getapte gate is noodsaaklik vir die skep van veilige verbindings tussen dele, en daar is verskeie tipes, afhangende van die toepassingsvereistes.
Om die verskillende tipes tapgate te verstaan, help om die regte metode vir spesifieke take te kies, verseker optimale werkverrigting en pasvorm.
Hier is die mees algemene tipes:
Deur gate
Deurgate is getapte gate wat deur die materiaal strek, van die een kant na die ander.
Hierdie gate laat hegstukke heeltemal deur, met die drade binne die gat wat 'n veilige verbinding vir boute verskaf, skroewe, of ander soorte skroefdraadhegstukke.
Deurgate word wyd gebruik in toepassings waar beide kante van die materiaal verbind moet word of wanneer dit aan verskeie dele aan weerskante van die materiaal vasgemaak word.
Blinde gate
Blinde gate, in teenstelling met deurgate, moenie heeltemal deur die materiaal beweeg nie.
Hulle word tot 'n spesifieke diepte geboor en dan getik om drade te skep.
Blindgate is ideaal wanneer slegs een kant van die materiaal vasgemaak moet word, soos wanneer komponente aan 'n werkstuk geheg word wat nie toegang tot die agterkant het nie.
Teenboorgate
'n Teenboorgat is 'n tipe getapte gat met 'n vergrote opening aan die bokant om die kop van 'n bout toe te laat, skroef, of ander hegstuk om gelyk met of onder die oppervlak van die materiaal te sit.
Hierdie tipe gaatjie is veral nuttig wanneer jy die hegstuk se kop wil versteek, die verskaffing van 'n skoon, Gladde oppervlakafwerking.
Geruimde gate
Geruimde gate is gate wat geboor en dan geboor is om hul grootte te verbeter, vorm, en oppervlakafwerking.
Die uitruimproses verseker dat die gat die korrekte toleransie het en glad is, wat veral belangrik is voordat u tik.
Geruimde gate bied 'n hoër vlak van akkuraatheid en is noodsaaklik wanneer stywe toleransies vir die drade vereis word.
Verwisselbare drade
Verwisselbare drade verwys na die verskillende tipes draadvorme wat gebruik kan word wanneer gate getik word.
Die mees algemeen gebruikte draadtipes sluit in:
- Unc (Verenigde nasionale grof): 'n Draadtipe wat minder drade per duim het, maak dit geskik vir swaar toepassings.
Dit is makliker om te vervaardig en word algemeen in industriële en meganiese toepassings gebruik, veral waar krag krities is. - On (Unified National Fine): Met meer drade per duim as UNC, UNF-drade is ideaal vir toepassings wat hoë akkuraatheid en kleiner vereis, fyner draad pas.
Dit word gebruik wanneer groter spanningsterkte en akkuraatheid nodig is, soos in presisiemasjinerie of lugvaartkomponente. - Metrieke drade: Gebaseer op die metrieke stelsel, hierdie drade word algemeen in Europese en internasionale toepassings aangetref.
Metrieke drade word in 'n wye reeks nywerhede gebruik vir beide presisie- en algemene doeleindes.
6. Gereedskap en materiale wat gebruik word om te tap
Krane
Krane is die primêre gereedskap wat gebruik word om interne drade in voorafgeboorde gate te sny.
Hulle kom in verskillende tipes, elk ontwerp vir spesifieke toepassings en materiale:
- Handkrane: Hierdie krane word met die hand gedraai met 'n kraansleutel en is geskik vir kleinskaalse of eenmalige take.
Hulle bied uitstekende beheer oor die tapproses, maar kan arbeidsintensief wees. - Masjienkrane: Ontwerp vir gebruik met kragaangedrewe masjiene soos CNC-draaibanke of toegewyde tapmasjiene, masjienkrane bied vinniger en meer konsekwente resultate.
Hulle is ideaal vir hoëvolume-produksielopies. - Spiraalpunt (Geweer) Krane: Gekenmerk deur hul vorentoe-gerigte fluite, hierdie krane presteer daarin om skyfies voor die snykant te druk,
maak hulle perfek vir deurgate waar skyfies maklik kan uitkom. - Spiraalfluitkrane: Met spiraalvormige fluite wat skyfies opwaarts en uit blinde gate trek, spiraalfluitkrane is onontbeerlik vir diepgattaptoepassings.
- Reguit fluitkrane: Word algemeen gebruik vir algemene tap in sagter materiale,
reguit fluitkrane is koste-effektief en veelsydig, maar hanteer dalk nie spaander-ontruiming so doeltreffend soos spiraalontwerpe nie.
Boorpunte
Boorpunte skep die loodsgat waarin die kraan drade sal sny. Die keuse van die korrekte boorpuntgrootte is van kardinale belang vir suksesvolle tik.
Die deursnee van die boorpunt moet ooreenstem met die klein deursnee van die draad wat getik word,
verseker dat voldoende materiaal oorbly vir die kraan om drade te vorm sonder oormatige spanning op die werkstuk.
- Hoëspoed staal (HSS) Boorpunte: Geskik vir die meeste algemene metale en legerings, HSS-punte bied goeie slytasieweerstand en hittetoleransie.
- Kobalt boorpunte: Ideaal vir harder materiale soos vlekvrye staal of gietyster, kobalt stukkies het verbeterde hardheid en duursaamheid in vergelyking met standaard HSS stukkies.
- Carbide-punt boorpunte: Vir uiters harde materiale, karbiedpuntpunte bied uitstekende sterkte en lang lewe, al is dit teen 'n hoër koste.
Werkstuk materiaal
Die materiaal wat getap word, beïnvloed die keuse van gereedskap aansienlik, spoed, feeds, en koelmiddels.
Verskillende materiale het verskillende hardheidvlakke, termiese eienskappe, en bewerkbaarheid, wat alles die tapproses beïnvloed.
- Staal: Een van die materiaal wat die meeste gebruik word, staal vereis noukeurige oorweging van kraankeuse gebaseer op hardheid.
Sagter staal kan dikwels met standaard HSS krane getap word, terwyl geharde staal kobalt- of karbiedkrane kan noodsaak. - Aluminium: Bekend vir sy sagtheid en neiging tot gal, aluminium baat by skerp, krane van hoë gehalte en voldoende smering om spaanderopbou te voorkom.
- Koper en brons: Hierdie materiale is geneig om self-smeer te wees as gevolg van hul samestelling
maar kan steeds baat by behoorlike koelmiddeltoediening om hitte te bestuur en werktuigintegriteit te handhaaf. - Plastiek: Om plastiek te tap vereis stadiger spoed en voer om te verhoed dat die materiaal smelt of vervorm.
Spesiale krane wat vir plastiek ontwerp is, kan help om skoon te maak, funksionele drade.
7. Faktore wat tikpresisie beïnvloed
Draadhoog
Die steek beïnvloed die aantal drade per duim of millimeter direk, die sterkte en pasvorm van die verbinding beïnvloed.
Byvoorbeeld, 'n fyner steek bied meer drade per duim, verhoog die houkrag, maar vereis meer presiese bewerking.
Diepte en deursnee toleransie
Die handhawing van stywe toleransies verseker behoorlike draadinskakeling en voorkom dat die hegstuk gestroop of verswak word.
Toleransies kan so nou as ±0,001 duim wees in kritieke toepassings.
Spoed en toevoertempo in CNC-tap
Die optimalisering van hierdie parameters is noodsaaklik vir die verkryging van hoë kwaliteit drade sonder om die kraan of werkstuk te beskadig.
CNC-masjiene kan konstante spoed en voertempo handhaaf, lei tot beter resultate.
Koelmiddel en smering
Behoorlike verkoeling en smering verminder wrywing, hitte opbou, en dra op beide die kraan en die materiaal.
Die gebruik van koelmiddel kan die lewensduur van die gereedskap met tot 30%.
8. Voor- en nadele van getapte gate
Voordele van getapte gate
Veilige Bevestiging
Getapte gate bied 'n betroubare en veilige hegmetode. Die interne drade verseker dat boute en skroewe styf vasgeheg kan word, voorkoming van losmaak tydens gebruik.
Dit maak tapgate veral nuttig in kritieke toepassings waar veilige verbindings deurslaggewend is vir bedryfsveiligheid,
soos in die lugvaart- en motorbedryf.
Ruimtedoeltreffendheid
Een van die opvallende voordele van getapte gate is spasiedoeltreffendheid.
Deur die behoefte aan bykomende hegstukke soos moere of wassers uit te skakel, getapte gate bespaar waardevolle spasie in kompakte samestellings.
Dit is veral voordelig in elektronika, motoronderdele, en masjinerie, waar ruimtebeperkings algemeen is en elke millimeter tel.
Strukturele integriteit
In materiale wat drade effektief kan hou, getapte gate help om die strukturele integriteit van die samestelling te handhaaf.
Die drade versprei die las oor 'n wye oppervlak, wat spanningskonsentrasie verminder en algehele duursaamheid verbeter in vergelyking met ander hegmetodes soos klinknaels of sweiswerk.
Dit is van kardinale belang in toepassings waar die komponente hoë spanning of vibrasie moet weerstaan.
Gemak van instandhouding
Getapte gate vergemaklik instandhouding, herstelwerk, en opgraderings deur toe te laat dat komponente maklik uitmekaar gehaal en weer saamgestel kan word.
Hierdie kenmerk is veral nuttig in nywerhede waar gereelde diens benodig word, soos in die vervaardiging van toerusting, masjienerie, en motorstelsels.
Die vermoë om hegstukke te hergebruik sonder om die integriteit van die drade te benadeel, is 'n koste-effektiewe oplossing vir instandhouding.
Nadele van getapte gate
Draadslytasie
'n Beduidende nadeel van getapte gate is draadslytasie, veral in sagter materiale.
Oor tyd, herhaalde samestelling en demontage kan veroorsaak dat die interne drade afbreek, lei tot 'n verswakte verbinding.
Dit is veral problematies in toepassings waar onderdele gereeld aanmekaar gesit en uitmekaar gehaal moet word, soos in onderhoudswaar nywerhede.
Risiko van kruisdraad
Druising vind plaas wanneer die bout of skroef verkeerd in lyn gebring word tydens invoeging, skade aan die interne drade veroorsaak. Hierdie probleem kan die verbinding verswak en tot mislukking lei.
Dwarsdraad is algemeen tydens handsamestelling, waar presisie moeiliker kan wees om te handhaaf.
Behoorlike opleiding en die gebruik van gereedskap soos draadgidse kan help om hierdie risiko te verminder.
Beperkte laaikapasiteit
Getapte gate het beperkte dravermoë, veral in materiale wat drade nie goed hou nie, soos plastiek of sagte metale.
Hierdie materiale kan onder swaar vragte stroop of vervorm, lei tot die mislukking van die verbinding.
Vir hoë-stres toepassings, bykomende metodes van bevestiging, soos die gebruik van ankers of insetsels, mag vereis word om die nodige sterkte te verseker.
Potensiaal vir kraanbreek
Nog 'n nadeel is die potensiaal vir kraanbreek tydens die skroefdraadproses, veral wanneer daar met harde materiale soos titanium of vlekvrye staal gewerk word.
Onbehoorlike smering, verkeerde voertempo's, of die gebruik van die verkeerde kraan vir die materiaal kan die risiko van breek verhoog.
’n Gebreekte kraan is moeilik om te verwyder en kan die werkstuk beskadig, lei tot duur stilstand en herstelwerk.
9. Toepassings van getapte gate
Getapte gate speel 'n deurslaggewende rol in verskeie industrieë, die verskaffing van 'n betroubare metode om veilige draadverbindings tussen komponente te skep.
Motorbedryf
- Enjinkomponente: Getapte gate word gebruik om onderdele soos silinderkoppe vas te maak, spruitstukke, en klepdeksels na die enjinblok.
- Onderstel en liggaam samestelling: Getapte gate maak voorsiening vir montering van hakies, sitplekke, en veringkomponente op die raam of onderstel.
- Elektriese stelsels: Gekrapte gate is ook van kritieke belang om elektroniese onderdele soos sensors en beheermodules in die motor se elektriese stelsel te beveilig.

Lugvaartbedryf
- Vliegtuig romp en vlerk samestellings: Getapte gate word gebruik om panele vas te maak, rame, en beheer oppervlaktes soos flappe en rolroers.
- Enjinkomponente: Soortgelyk aan motortoepassings, enjinonderdele in vliegtuie, insluitend turbinelemme, kompressor stadiums, en omhulsels,
vereis dikwels getapte gate om strukturele integriteit te verseker. - Landingsgestel stelsels: Tik verskaf veilige hegpunte vir skokbrekers, wiele, en stutte, verseker veilige opstygings en landings.
Elektroniese industrie
- Monteer elektroniese komponente: Getapte gate word gebruik om stroombane te monteer, kapasitors, weerstande, en ander komponente veilig binne die omhulsel.
- Omhulsels vir beskerming: Die omhulsels van baie elektroniese toestelle, soos rekenaars, selfone, en mediese toerusting,
vereis dikwels getapte gate om skroewe of boute vas te maak wat die toestel verseël en teen stof beskerm hou, vog, en ander kontaminante. - Koppelers en poorte: Getapte gate word gebruik om verbindings te installeer,
soos HDMI, USB-poorte, en kragpoorte, in elektroniese omhulsels, verseker behoorlike belyning en veilige verbindings.
Industriële masjinerie
- Masjiengereedskapkomponente: Getapte gate word gebruik in die samestelling van masjinerieonderdele soos bedplate, spindels, en gereedskaphouers, verseker stabiliteit en akkuraatheid tydens werking.
- Montering en belyning van dele: Komponente soos motors, ratte, en katrolle word dikwels met boute of skroewe in getapte gate vasgemaak om belyning en veilige werking te verseker.
- Onderhoud: Getapte gate maak voorsiening vir die demontage van masjinerie vir herstelwerk en instandhouding,
wat maklike toegang tot interne komponente moontlik maak wat dalk vervang moet word.
Mediese toestelle
- Mediese inplantings: Getapte gate word gebruik in ortopediese inplantings soos gewrigvervangings en skroewe, verseker dat hulle stewig in plek bly tydens die operasie en terwyl hulle in die liggaam is.
- Mediese toerusting: Toestelle soos chirurgiese instrumente, diagnostiese toerusting,
en laboratoriumgereedskap vereis dikwels getapte gate vir veilige montering van komponente en aanhegsels. - Prostetika: Getapte gate word ook in prostetiese toestelle gevind, waar hulle gebruik word om verskillende dele soos gewrigte en ledemate veilig vas te maak.
10. Oorwegings en wenke vir getapte gate
Materiële hardheid
Harder materiale soos vlekvrye staal of titanium kan gespesialiseerde krane en laer tapspoed benodig om skade aan gereedskap te voorkom.
Akkurate loodsgatgroottes
Om te verseker dat die deursnee van die loodsgat by die kraanspesifikasies pas, is noodsaaklik vir optimale draadvorming.
'n Verkeerde grootte gat kan lei tot swak draadkwaliteit.
Geskikte schroefdraadgat deursnee
Kies die toepaslike gat deursnee gebaseer op die kraan se hoof deursnee en die materiaal eienskappe.
Byvoorbeeld, n 1/4-20 UNC kraan vereis 'n 0,216-duim loodsgat in staal.
Hoekige oppervlaktes
Wanneer gate op hoekige oppervlaktes getik word, wees ekstra versigtig om loodreg te handhaaf. Wanbelyning kan lei tot kruisdraad of beskadigde krane.
Presiese gatplasing
Akkurate gatplasing is krities vir funksionele samestellings. Selfs 'n geringe afwyking kan die algehele werkverrigting van die komponent beïnvloed.
Aanspreek van draadwanbelyning
Onbelynde drade kan kruisdraad of skade aan die getapte gat veroorsaak. Kontroleer altyd die belyning voordat u tik.
Werk met materiaal wat moeilik is om te masjineer
Gebruik voldoende koelmiddel en moontlik multi-fluit krane wanneer jy met moeilike materiale werk.
Byvoorbeeld, om titanium te tap, kan die gebruik van swaelgebaseerde koelmiddels vereis om wrywing te verminder.
Hantering van tapdefekte
Kwessies soos brame, ondermyning, of chipopbou kan draadintegriteit in gedrang bring.
Gereelde instandhouding van gereedskap en die nakoming van beste praktyke kan hierdie probleme tot die minimum beperk.
11. Konklusie
Ter afsluiting, getapte gate is fundamenteel vir bewerking en speel 'n belangrike rol in die samestelling van komponente in talle nywerhede.
Deur die beginsels van tap te verstaan, die regte gereedskap en materiale te kies, en die nakoming van beste praktyke,
masjiniste presies kan bereik, betroubare drade wat produkprestasie en duursaamheid verbeter.
Of jy nou aan ingewikkelde elektroniese toestelle of grootskaalse masjinerie werk, die bemeestering van die tikkuns dra aansienlik by tot die sukses van enige vervaardigingsprojek.
Deur hierdie riglyne te aanvaar, verseker dat elke getapte gat aan die hoogste standaarde van kwaliteit en akkuraatheid voldoen.
As jy draadverwerkingsbehoeftes het, Voel asseblief vry Kontak ons.

