
1. Zavedenie
Obrábanie je neoddeliteľnou súčasťou mnohých priemyselných odvetví, ktoré vyžadujú presné komponenty a spoľahlivú montáž.
Závitový otvor – nevyhnutný na vytváranie vnútorných závitov v materiáloch – slúži ako základ pre mnohé upevňovacie aplikácie.
Tento proces umožňuje skrutky, skrutky, a iné upevňovacie prvky, ktoré majú byť bezpečne zasunuté, zabezpečenie toho, aby komponenty zostali pohromade, aj za extrémnych podmienok.
Závitové otvory sú obzvlášť dôležité v odvetviach, ako je automobilový priemysel, letectvo, elektronika, a strojov.
Pochopenie základov závitovania a toho, ako dosiahnuť presné rezanie závitov, môže pomôcť zlepšiť efektivitu výroby a kvalitu produktu.
V tomto blogovom príspevku, rozoberieme proces čapovania, vysvetliť rôzne typy závitových otvorov, a poskytnúť základné tipy na zabezpečenie špičkovej kvality.
Ponoríme sa aj do použitých nástrojov a materiálov, faktory, ktoré ovplyvňujú presnosť poklepania, a bežné aplikácie závitových otvorov.
2. Čo je závitová diera?
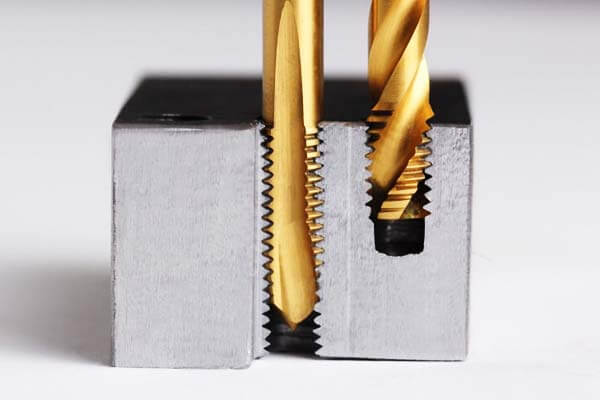
Závitová diera je jednoducho diera, ktorá bola vyvŕtaná a potom naskrutkovaná pomocou kohútika na uchytenie upevňovacieho prvku.
Líši sa od vyvŕtaného otvoru, čo je jednoducho diera bez akýchkoľvek závitov.
Závitovanie vytvára vnútorné závity v otvore, umožňujúce vloženie skrutiek, skrutky, alebo iné upevňovacie prvky so závitom.

- Vŕtaná diera vs. Závitová diera: Zatiaľ čo vyvŕtaný otvor je základný valcový otvor, závitový otvor je výsledkom použitia závitníka na vytvorenie špirálových závitov na vnútornom povrchu.
Tento závit umožňuje, aby otvor bezpečne držal upevňovacie prvky, čo je nevyhnutné v mnohých aplikáciách. - Všeobecné podmienky:
-
- Nite: Sú to špirálové drážky vyrezané do otvoru, umožňujúce zaskrutkovanie upevňovacích prvkov.
- Klepnite: Nástroj používaný na rezanie vnútorných závitov do otvoru. Je k dispozícii v rôznych typoch v závislosti od špecifikácií materiálu a závitu.
- Smola: Vzdialenosť medzi jednotlivými vláknami. Čím jemnejšie ihrisko, čím viac vlákien na palec (TPI), čo je rozhodujúce pre určité aplikácie vyžadujúce vyššiu presnosť.
3. Proces obrábania pre závitovanie
Proces závitovania zahŕňa použitie závitníka na rezanie vnútorných závitov do otvoru. V závislosti od materiálu a požadovanej veľkosti závitu, používajú sa rôzne nástroje a stroje.
- Vybavenie:
-
- CNC stroje: Tieto počítačom riadené stroje sú schopné vykonávať vysoko presné rezanie závitov automaticky, vďaka čomu sú ideálne pre veľkosériovú výrobu.
- Výčapné stroje: Tieto špecializované stroje sú navrhnuté špeciálne pre závitovanie a zvládnu manuálne aj automatické operácie.
- Nástroje na ručné závitovanie: Pre menšie alebo zákazkové úlohy, používajú sa ručné závitníky, ako sú ručné závitníky a matrice.
Zvyčajne sa používajú, keď je potrebné vyvŕtať iba niekoľko otvorov.
- Ťukanie vs. Frézovanie závitov: Frézovanie závitov a závitovanie vytvárajú vnútorné závity, ale sú tam výrazné rozdiely.
Zatiaľ čo závitovanie je rýchlejšie a efektívnejšie pre malé až stredne veľké otvory, frézovanie závitov ponúka väčšiu flexibilitu pre väčšie závity alebo zložité geometrie.
4. Ako urobiť závitové otvory krok za krokom
Tu je podrobný rozpis toho, ako úspešne vyklepať dieru:
- Krok 1: Zhromaždite potrebné nástroje a materiály
-
- Uistite sa, že máte kohútik, vrták, závitorez ručný závitorezný nástroj, a lubrikant.
- Krok 2: Vyberte pravý závitník a vrták
-
- Vyberte závitník, ktorý zodpovedá požadovanému typu závitu (UNC, UNF, Metrika) a veľkosť.
Vyberte si vhodný vrták zodpovedajúci veľkosti závitníka, aby ste zaistili dokonalé prispôsobenie.
- Vyberte závitník, ktorý zodpovedá požadovanému typu závitu (UNC, UNF, Metrika) a veľkosť.
- Krok 3: Vyvŕtajte dieru
-
- Vyvŕtajte otvor správnej veľkosti, uistite sa, že zodpovedá špecifikáciám kohútika.
Použite vrták s príslušným priemerom a hĺbkou na základe požadovaného stúpania závitu.
- Vyvŕtajte otvor správnej veľkosti, uistite sa, že zodpovedá špecifikáciám kohútika.
- Krok 4: Pripravte sa na klepanie
-
- Vyčistite otvor a naneste vhodné mazivo, aby ste znížili trenie a zabránili zaseknutiu kohútika počas procesu rezania.
- Krok 5: Poklepanie na dieru
-
- Začnite narážať vložením kohútika do otvoru, a vyvíjanie konzistentného tlaku pri otáčaní nástroja na vytvorenie závitov.
Uistite sa, že kohútik zostáva zarovnaný s otvorom, aby ste predišli nesprávnemu nastaveniu.
- Začnite narážať vložením kohútika do otvoru, a vyvíjanie konzistentného tlaku pri otáčaní nástroja na vytvorenie závitov.
5. Typy závitových otvorov
Závitové otvory sú nevyhnutné na vytvorenie bezpečných spojení medzi časťami, a existuje niekoľko typov v závislosti od požiadaviek aplikácie.
Pochopenie rôznych typov závitových otvorov pomáha pri výbere správnej metódy pre konkrétne úlohy, zabezpečenie optimálneho výkonu a prispôsobenia.
Tu sú najbežnejšie typy:
Cez otvory
Priechodné otvory sú závitové otvory, ktoré prechádzajú cez materiál, z jednej strany na druhú.
Tieto otvory umožňujú, aby upevňovacie prvky úplne prešli, so závitmi vo vnútri otvoru, ktoré poskytujú bezpečné spojenie pre skrutky, skrutky, alebo iné typy závitových spojovacích prvkov.
Priechodné otvory sú široko používané v aplikáciách, kde je potrebné spojiť obe strany materiálu alebo pri upevňovaní k viacerým častiam na oboch stranách materiálu.
Slepé diery
Slepé diery, na rozdiel od priechodných otvorov, neprechádzajú úplne cez materiál.
Vŕtajú sa do určitej hĺbky a potom sa vŕtajú závitom, aby sa vytvorili závity.
Slepé otvory sú ideálne, keď je potrebné upevniť iba jednu stranu materiálu, napríklad pri pripájaní komponentov k obrobku, ktorý nemá prístup k zadnej strane.
Otvory pre zahĺbenie
Otvor s valcovým zahĺbením je typ otvoru so závitom so zväčšeným otvorom v hornej časti, ktorý umožňuje hlavu skrutky, skrutka, alebo iný upevňovací prvok tak, aby sedel v jednej rovine s povrchom materiálu alebo pod ním.
Tento typ otvoru je obzvlášť užitočný, keď chcete skryť hlavu spojovacieho prvku, poskytovanie čistého, povrchová povrchová úprava.
Vystružované otvory
Vystružené otvory sú otvory, ktoré boli vyvŕtané a potom vystružené, aby sa zlepšila ich veľkosť, tvar, a povrchovou úpravou.
Proces vystružovania zabezpečuje, že otvor má správnu toleranciu a je hladký, čo je obzvlášť dôležité pred čapovaním.
Vystružené otvory poskytujú vyššiu úroveň presnosti a sú nevyhnutné, keď sa pre závity vyžadujú tesné tolerancie.
Vymeniteľné závity
Vymeniteľné závity označujú rôzne typy tvarov závitov, ktoré možno použiť pri závitovaní otvorov.
Medzi najčastejšie používané typy závitov patria:
- UNC (Unified National Coarse): Typ závitu, ktorý má menej závitov na palec, vďaka čomu je vhodný pre náročné aplikácie.
Je jednoduchší na výrobu a bežne sa používa v priemyselných a mechanických aplikáciách, najmä tam, kde je kritická sila. - UNF (Jednotná národná pokuta): S väčším počtom závitov na palec ako UNC, Závity UNF sú ideálne pre aplikácie vyžadujúce vysokú presnosť a menšie, pasuje jemnejšia niť.
Používajú sa, keď je potrebná väčšia pevnosť v ťahu a presnosť, ako sú presné strojné zariadenia alebo letecké komponenty. - Metrické vlákna: Na základe metrického systému, tieto vlákna sa bežne vyskytujú v európskych a medzinárodných aplikáciách.
Metrické závity sa používajú v širokom spektre priemyselných odvetví ako na presné, tak aj na všeobecné použitie.
6. Nástroje a materiály používané pri závitovaní
Kohútiky
Závitníky sú primárne nástroje používané na rezanie vnútorných závitov do predvŕtaných otvorov.
Prichádzajú v rôznych typoch, každý je navrhnutý pre špecifické aplikácie a materiály:
- Ručné kohútiky: Tieto kohútiky sa otáčajú ručne pomocou závitníka a sú vhodné pre malé alebo jednorazové práce.
Poskytujú vynikajúcu kontrolu nad procesom čapovania, ale môžu byť náročné na prácu. - Strojové kohútiky: Navrhnuté na použitie so strojmi poháňanými strojmi, ako sú CNC sústruhy alebo špeciálne závitovacie stroje, strojové závitníky ponúkajú rýchlejšie a konzistentnejšie výsledky.
Sú ideálne pre veľkoobjemovú výrobu. - Špirálový bod (Pištoľ) Kohútiky: Charakterizujú ich dopredu smerujúce flauty, tieto závitníky vynikajú v tlačení triesok pred reznú hranu,
vďaka tomu sú ideálne pre priechodné otvory, z ktorých môžu triesky ľahko vychádzať. - Kohútiky na špirálovú flautu: So špirálovitými drážkami, ktoré ťahajú triesky nahor a von zo slepých otvorov, závitníky so špirálovou drážkou sú nevyhnutné pre aplikácie s hlbokými dierami.
- Klopáky na priamu flautu: Bežne sa používa na všeobecné závitovanie do mäkších materiálov,
kohútiky s rovnou drážkou sú nákladovo efektívne a všestranné, ale nemusia zvládať odvádzanie triesok tak efektívne ako špirálové konštrukcie.
Vrtáky
Vrtáky vytvoria vodiaci otvor, do ktorého závitník vyreže závity. Výber správnej veľkosti vrtáku je rozhodujúci pre úspešné rezanie závitov.
Priemer vrtáka by sa mal zhodovať s menším priemerom závitu,
zabezpečenie dostatočného množstva materiálu pre závitník na vytváranie závitov bez nadmerného namáhania obrobku.
- Vysokorýchlostná oceľ (Hss) Vrtáky: Vhodné pre väčšinu bežných kovov a zliatin, HSS bity ponúkajú dobrú odolnosť proti opotrebovaniu a tepelnú odolnosť.
- Kobaltové vrtáky: Ideálne pre tvrdšie materiály, ako je nehrdzavejúca oceľ alebo liatina, Kobaltové bity majú zvýšenú tvrdosť a odolnosť v porovnaní so štandardnými bitmi HSS.
- Vrtáky s karbidovým hrotom: Pre extrémne tvrdé materiály, Bity s tvrdokovovými hrotmi poskytujú vynikajúcu pevnosť a dlhú životnosť, aj keď za vyššiu cenu.
Materiály obrobku
Závitovaný materiál výrazne ovplyvňuje výber nástrojov, rýchlosti, krmivá, a chladiace kvapaliny.
Rôzne materiály majú rôzne úrovne tvrdosti, tepelné vlastnosti, a opracovateľnosť, to všetko ovplyvňuje proces čapovania.
- Oceľ: Jeden z najčastejšie čapovaných materiálov, oceľ si vyžaduje starostlivé zváženie výberu závitníka na základe tvrdosti.
Mäkšie ocele možno často rezať pomocou štandardných závitníkov z HSS, zatiaľ čo kalené ocele môžu vyžadovať kobaltové alebo karbidové závitníky. - Hliník: Známy pre svoju mäkkosť a sklon k žlčeniu, hliník ťaží z ostr, vysokokvalitné závitníky a dostatočné mazanie, aby sa zabránilo usadzovaniu triesok.
- Mosadz: Tieto materiály majú tendenciu byť samomazné vďaka svojmu zloženiu
ale stále môže ťažiť zo správnej aplikácie chladiacej kvapaliny na riadenie tepla a zachovanie integrity nástroja. - Plasty: Rezanie plastov vyžaduje pomalšie rýchlosti a posuvy, aby sa zabránilo roztaveniu alebo deformácii materiálu.
Špeciálne kohútiky určené pre plasty môžu pomôcť dosiahnuť čistotu, funkčné vlákna.
7. Faktory ovplyvňujúce presnosť závitovania
Rozstup vlákna
Stúpanie priamo ovplyvňuje počet závitov na palec alebo milimeter, ovplyvňujúce pevnosť a lícovanie spoja.
Napríklad, jemnejšie stúpanie poskytuje viac závitov na palec, zvýšenie prídržnej sily, ale vyžadujúce presnejšie obrábanie.
Tolerancia hĺbky a priemeru
Dodržiavanie úzkych tolerancií zaisťuje správne zapojenie závitu a zabraňuje odizolovaniu alebo oslabeniu spojovacieho prvku.
V kritických aplikáciách môžu byť tolerancie až ±0,001 palca.
Rýchlosť a rýchlosť posuvu v CNC závitovaní
Optimalizácia týchto parametrov je rozhodujúca pre dosiahnutie vysoko kvalitných závitov bez poškodenia závitníka alebo obrobku.
CNC stroje môžu udržiavať konzistentnú rýchlosť a rýchlosti posuvu, čo vedie k lepším výsledkom.
Chladiaca kvapalina a mazanie
Správne chladenie a mazanie znižuje trenie, hromadenie tepla, a opotrebovanie na kohútiku aj na materiáli.
Použitie chladiacej kvapaliny môže predĺžiť životnosť nástroja až o 30%.
8. Výhody a nevýhody závitových otvorov
Výhody závitových otvorov
Bezpečné upevnenie
Závitové otvory poskytujú spoľahlivý a bezpečný spôsob upevnenia. Vnútorné závity zaisťujú, že skrutky a skrutky môžu byť pevne spojené, zabraňuje uvoľneniu počas používania.
Vďaka tomu sú závitové otvory obzvlášť užitočné v kritických aplikáciách, kde sú bezpečné spojenia rozhodujúce pre prevádzkovú bezpečnosť,
ako v leteckom a automobilovom priemysle.
Priestorová efektívnosť
Jednou z významných výhod závitových otvorov je úspora priestoru.
Odstránením potreby ďalších spojovacích prvkov, ako sú matice alebo podložky, závitové otvory šetria cenný priestor v kompaktných zostavách.
To je výhodné najmä v elektronike, automobilové komponenty, a strojov, kde sú priestorové obmedzenia bežné a každý milimeter sa počíta.
Štrukturálna integrita
V materiáloch, ktoré dokážu efektívne držať vlákna, závitové otvory pomáhajú udržiavať štrukturálnu integritu zostavy.
Závity rozkladajú zaťaženie na širokú plochu, čo znižuje koncentráciu napätia a zlepšuje celkovú životnosť v porovnaní s inými spôsobmi upevnenia, ako sú nity alebo zváranie.
To je rozhodujúce v aplikáciách, kde komponenty musia odolávať vysokému namáhaniu alebo vibráciám.
Jednoduchosť údržby
Závitové otvory uľahčujú údržbu, opravy, a upgrady tým, že komponenty sa dajú jednoducho rozobrať a znova zložiť.
Táto funkcia je užitočná najmä v odvetviach, kde sa vyžaduje pravidelný servis, ako vo výrobných zariadeniach, strojové zariadenie, a automobilové systémy.
Možnosť opätovného použitia spojovacích prvkov bez ohrozenia integrity závitov je nákladovo efektívnym riešením údržby.
Nevýhody závitových otvorov
Opotrebenie nite
Významnou nevýhodou závitových otvorov je opotrebovanie závitu, najmä v mäkších materiáloch.
Postupom času, opakovaná montáž a demontáž môže spôsobiť degradáciu vnútorných závitov, čo vedie k oslabeniu spojenia.
Toto je obzvlášť problematické v aplikáciách, kde je potrebné často montovať a demontovať diely, ako v odvetviach náročných na údržbu.
Riziko kríženia vlákien
Ku krížovému závitu dochádza, keď je skrutka alebo skrutka nesprávne zarovnaná počas zasúvania, spôsobiť poškodenie vnútorných závitov. Tento problém môže oslabiť spojenie a viesť k zlyhaniu.
Krížové navliekanie je bežné pri ručnej montáži, kde môže byť ťažšie dodržať presnosť.
Správne školenie a používanie nástrojov, ako sú vodidlá nití, môžu pomôcť zmierniť toto riziko.
Obmedzená nosnosť
Závitové otvory majú obmedzenú nosnosť, najmä v materiáloch, ktoré nedržia dobre vlákna, ako sú plasty alebo mäkké kovy.
Tieto materiály sa môžu pri veľkom zaťažení odlupovať alebo deformovať, čo vedie k zlyhaniu spojenia.
Pre vysoko namáhané aplikácie, dodatočné spôsoby upevnenia, ako je použitie kotiev alebo vložiek, môže byť potrebné zabezpečiť potrebnú pevnosť.
Potenciál prerušenia kohútika
Ďalšou nevýhodou je možnosť zlomenia závitníka počas procesu závitovania, najmä pri práci s tvrdými materiálmi, ako je titán alebo nehrdzavejúca oceľ.
Nesprávne mazanie, nesprávne rýchlosti posuvu, alebo použitie nesprávneho kohútika pre daný materiál môže zvýšiť riziko zlomenia.
Zlomený kohútik sa ťažko odstraňuje a môže poškodiť obrobok, čo vedie k nákladným prestojom a opravám.
9. Aplikácie závitových otvorov
Závitové otvory zohrávajú kľúčovú úlohu v rôznych priemyselných odvetviach, poskytuje spoľahlivú metódu na vytváranie bezpečných závitových spojení medzi komponentmi.
Automobilový priemysel
- Komponenty motora: Závitové otvory sa používajú na upevnenie častí, ako sú hlavy valcov, potrubie, a kryty ventilov k bloku motora.
- Zostava podvozku a karosérie: Závitové otvory umožňujú montáž držiakov, sedadlá, a komponenty zavesenia na rám alebo podvozok.
- Elektrické systémy: Závitové otvory sú tiež dôležité pri zabezpečovaní elektronických častí, ako sú senzory a riadiace moduly v elektrickom systéme automobilu.

Letecký priemysel
- Zostavy trupu a krídel lietadla: Na upevnenie panelov sa používajú závitové otvory, rámy, a ovládacie plochy, ako sú klapky a krídelká.
- Komponenty motora: Podobne ako aplikácie v automobiloch, časti motorov v lietadlách, vrátane lopatiek turbíny, stupne kompresora, a puzdrá,
často vyžadujú závitové otvory na zabezpečenie štrukturálnej integrity. - Systémy podvozkov: Poklepanie poskytuje bezpečné upevňovacie body pre tlmiče nárazov, kolesá, a vzpery, zabezpečenie bezpečných vzletov a pristátí.
Elektronický priemysel
- Montáž elektronických komponentov: Závitové otvory sa používajú na montáž dosiek plošných spojov, kondenzátory, odpory, a ďalšie komponenty bezpečne v kryte.
- Kryty na ochranu: Kryty mnohých elektronických zariadení, ako sú počítače, mobilné telefóny, a lekárske vybavenie,
často vyžadujú závitové otvory na upevnenie skrutiek alebo skrutiek, ktoré udržujú zariadenie utesnené a chránené pred prachom, vlhkosť, a iné kontaminanty. - Konektory a porty: Závitové otvory sa používajú na inštaláciu konektorov,
ako je HDMI, USB porty, a napájacie porty, do elektronických obalov, zabezpečenie správneho zarovnania a bezpečných spojení.
Priemyselné stroje
- Komponenty obrábacích strojov: Závitové otvory sa používajú pri montáži častí strojov, ako sú základové dosky, vretená, a držiaky nástrojov, zabezpečenie stability a presnosti počas prevádzky.
- Montáž a zarovnanie dielov: Komponenty ako motory, ozubené kolesá, a remenice sú často pripevnené skrutkami alebo skrutkami do závitových otvorov, aby sa zabezpečilo zarovnanie a bezpečná prevádzka.
- Údržba: Závitové otvory umožňujú rozoberanie strojového zariadenia pri opravách a údržbe,
umožňuje ľahký prístup k vnútorným komponentom, ktoré môžu vyžadovať výmenu.
Zdravotníctvo
- Lekárske implantáty: Závitové otvory sa používajú v ortopedických implantátoch, ako sú kĺbové náhrady a skrutky, zabezpečiť, aby zostali pevne na svojom mieste počas operácie a počas pobytu v tele.
- Lekárske vybavenie: Zariadenia ako chirurgické nástroje, diagnostické zariadenie,
a laboratórne nástroje často vyžadujú závitové otvory na bezpečnú montáž komponentov a príslušenstva. - Protetika: Závitové otvory sa nachádzajú aj v protetických pomôckach, kde sa používajú na bezpečné upevnenie rôznych častí, ako sú kĺby a končatiny.
10. Úvahy a tipy pre závitové otvory
Tvrdosť materiálu
Tvrdšie materiály ako nehrdzavejúca oceľ alebo titán môžu vyžadovať špeciálne závitníky a nižšie rýchlosti závitovania, aby sa zabránilo poškodeniu nástroja.
Presné veľkosti pilotných otvorov
Pre optimálne vytváranie závitu je nevyhnutné, aby sa priemer vodiaceho otvoru zhodoval so špecifikáciami závitníka.
Nesprávna veľkosť otvoru môže viesť k zlej kvalite závitu.
Vhodný priemer závitového otvoru
Vyberte si vhodný priemer otvoru na základe hlavného priemeru závitníka a vlastností materiálu.
Napríklad, a 1/4-20 Závitník UNC vyžaduje 0,216-palcový vodiaci otvor z ocele.
Uhlové povrchy
Pri závitovaní otvorov na šikmých plochách, venujte zvýšenú pozornosť zachovaniu kolmosti. Nesprávne zarovnanie môže mať za následok prerezanie závitu alebo poškodenie závitníkov.
Presné umiestnenie otvoru
Pre funkčné zostavy je rozhodujúce presné umiestnenie otvorov. Aj malá odchýlka môže ovplyvniť celkový výkon komponentu.
Riešenie nesprávneho zarovnania závitov
Nesprávne zarovnané závity môžu spôsobiť prerezanie závitu alebo poškodenie závitového otvoru. Pred poklepaním vždy dvakrát skontrolujte zarovnanie.
Práca s ťažko obrobiteľnými materiálmi
Pri práci s ťažkými materiálmi používajte adekvátnu chladiacu kvapalinu a prípadne viaczubové kohútiky.
Napríklad, odpichovanie titánu môže vyžadovať použitie chladív na báze síry na zníženie trenia.
Riešenie defektov poklepania
Problémy ako otrepy, podrezanie, alebo hromadenie triesok môže ohroziť integritu závitu.
Pravidelná údržba nástrojov a dodržiavanie osvedčených postupov môže tieto problémy minimalizovať.
11. Záver
Na záver, Závitové otvory sú základom obrábania a zohrávajú dôležitú úlohu pri montáži komponentov v mnohých priemyselných odvetviach.
Pochopením princípov čapovania, výber správnych nástrojov a materiálov, a dodržiavanie osvedčených postupov,
strojníci môžu dosiahnuť presné, spoľahlivé závity, ktoré zvyšujú výkon a odolnosť produktu.
Či už pracujete na zložitých elektronických zariadeniach alebo na veľkých strojoch, zvládnutie umenia závitovania výrazne prispieva k úspechu akéhokoľvek výrobného projektu.
Dodržiavanie týchto smerníc zaručuje, že každý závitový otvor spĺňa najvyššie štandardy kvality a presnosti.
Ak máte potreby spracovania vlákien, Prosím, neváhajte a Kontaktujte nás.

