
1. Zavedenie
Zváranie je jedným z najdôležitejších procesov vo výrobe a konštrukcii, poskytuje základ pre vytváranie odolných a spoľahlivých spojov v rôznych materiáloch.
Či už ide o stavbu mrakodrapu, výroba rámov áut, alebo montáž zložitých strojov, zváranie zabezpečuje pevnosť a stabilitu konečného produktu.
Však, dosiahnutie bezchybných zvarov vyžaduje viac než len použitie tepla a prídavného materiálu.
Vyžaduje správne zarovnanie a starostlivú pozornosť k detailom počas celého procesu.
Tečkovacie zváranie zohráva v tomto kľúčovú úlohu. Je to dočasná technika používaná na zaistenie obrobkov na mieste pred finálnou úpravou, plný zvar.
Zabezpečuje správne zarovnanie, znižuje riziko skreslenia, a v konečnom dôsledku prispieva k pevnosti a kvalite finálneho zvaru.
V tomto blogu, preskúmame dôležitosť bodového zvárania, jeho rôzne techniky, výhod, bežné aplikácie, a osvedčené postupy, ktoré zabezpečia, že vaše spojovacie zvary budú stabilné a presné.
2. Čo je Tack Welding?
Bodové zváranie je proces nanášania malých, dočasné zvary na držanie kusov kovu pohromade.
Tieto zvary sú strategicky umiestnené v kľúčových bodoch pozdĺž spoja, zabezpečenie toho, aby obrobky zostali na mieste počas fáz zarovnávania a montáže.
Na rozdiel od konečných zvarov, ktoré sú navrhnuté tak, aby poskytovali dlhotrvajúcu pevnosť, stehové zvary nie sú určené ako nosné po dokončení celého procesu zvárania.
to sa typicky používa v kombinácii s inými zváracími procesmi ako napr MIG zváranie, TIG zváranie, a zváranie tyčou.
Účelom je vytvoriť stajňu, dočasné spojenie, ktoré odolá teplu a tlaku následného zvárania,
zabránenie posunu alebo deformácii materiálov počas konečného vytvárania spoja.
3. Úloha stehového zvárania v procese zvárania
Slúži ako základ pre mnoho väčších a komplexnejších zváracích projektov.
Hlavným cieľom je zabezpečiť správne umiestnenie obrobkov pred začatím konečného procesu zvárania.
Toto je obzvlášť dôležité pri rozsiahlych projektoch, kde aj malé nesprávne nastavenie môže spôsobiť značné problémy vo finálnom produkte.
Tu je návod, ako pomáha lepiace zváranie:
- Zabezpečuje správne umiestnenie: Spojovacie zvary dočasne zaisťujú diely na mieste, aby sa zabránilo akémukoľvek pohybu počas úplného zvárania.
- Zabraňuje deformácii a deformácii: Pevným držaním častí na mieste, stehové zvary pomáhajú minimalizovať riziko skrútenia spôsobeného tepelnou rozťažnosťou počas hlavného procesu zvárania.
- Zlepšuje efektivitu montáže: So správne zarovnanými časťami, stehový zvar znižuje potrebu úprav počas konečného zvaru, úspora času aj materiálu.
4. Techniky pripichovania
Základné kroky:
- Umiestnenie obrobkov: Začnite opatrným nastavením obrobkov do požadovaných polôh voči sebe navzájom.
Správne zarovnanie je rozhodujúce pre zabezpečenie toho, aby konečný produkt spĺňal špecifikácie. - Proces pripevňovacieho zvárania: Aplikujte rýchlo, malé guľôčky zvaru v strategických bodoch na bezpečné držanie dielov.
Veľkosť a rozstup týchto zvarov závisí od hrúbky materiálu a typu spoja.
Dobrým orientačným pravidlom je každé zvary s medzerovým prichytávaním 6 do 12 palcov, v závislosti od požiadaviek projektu. - Záverečná kontrola: Pred pokračovaním s konečným zvarom, skontrolujte, či je spoj správne umiestnený a či spojovacie zvary poskytujú primeranú priľnavosť.
Kontrola zarovnania teraz môže ušetriť čas a námahu.

Bežné procesy zvárania:
- Zváranie MIG: Známy pre svoju rýchlosť a efektivitu, MIG zváranie je ideálne pre rýchle, efektívne lepivé zvary na tenších kovoch.
- Zváranie TIG: Ponúka presnosť a kontrolu, TIG zváranie je ideálne pre jemnejšie alebo detailnejšie práce,
najmä pri práci s tenšími materiálmi alebo pri potrebe čistého vzhľadu. - Zváranie tyčou: So svojou robustnou povahou, tyčové zváranie poskytuje spoľahlivé spojovacie zvary pre hrubšie materiály a vonkajšie aplikácie, kde je prenosnosť nevyhnutná.
Výber správnej veľkosti a rozstupu:
Výber vhodnej veľkosti a rozstupu pre bodové zvary je kritický. Príliš málo alebo príliš malé, a zvary nemusia poskytovať dostatočné držanie;
príliš veľa alebo príliš veľké, a môžu spôsobiť zbytočný stres alebo skomplikovať odstránenie.
Štúdia Americkej zváračskej spoločnosti zistila, že optimálne veľkosti príchytných zvarov sa líšia v závislosti od hrúbky materiálu,
so všeobecným usmernením navrhujúcim dĺžky pripevňovacích zvarov medzi 0.5 do 1 palca pre väčšinu aplikácií.
Zváracie polohy:
Rôzne polohy zvárania — ploché, horizontálne, vertikálne, a nad hlavou – ovplyvňujú jednoduchosť a kvalitu bodového zvárania.
Upravte svoju techniku zodpovedajúcim spôsobom, aby ste zaistili spoľahlivé výsledky.
Napríklad, ploché zváranie je často jednoduchšie a vďaka lepšej kontrole nad roztaveným kúpeľom vytvára lepivé zvary vyššej kvality.
5. Bežné typy stehového zvárania
V priebehu rokov, Na riešenie rôznych aplikácií a požiadaviek sa objavilo niekoľko špecializovaných typov bodového zvárania.
Bodové zváranie
Bodové zváranie je jednou z najpopulárnejších metód používaných pri spracovaní plechu, najmä v odvetviach ako je automobilový priemysel a elektronika.

Zahŕňa použitie tlaku a tepla v konkrétnych bodoch, zvyčajne cez elektródy, na vytvorenie malého, lokalizovaný zvar.
- Ako to funguje: Silnoprúdový elektrický obvod prechádza obrobkami v mieste, kde je potrebný zvar.
Teplo generované odporom v kontaktných bodoch spôsobuje tavenie a tavenie kovu. - Žiadosti: Automobilová karoséria, elektronika, a výroba spotrebičov.
Bodové zváranie je obzvlášť užitočné pre tenké plechy a materiály, ktoré nie sú náchylné na výrazné tepelné skreslenie. - Prínosy: Rýchly, efektívny, a nákladovo efektívne pre veľkoobjemovú výrobu.
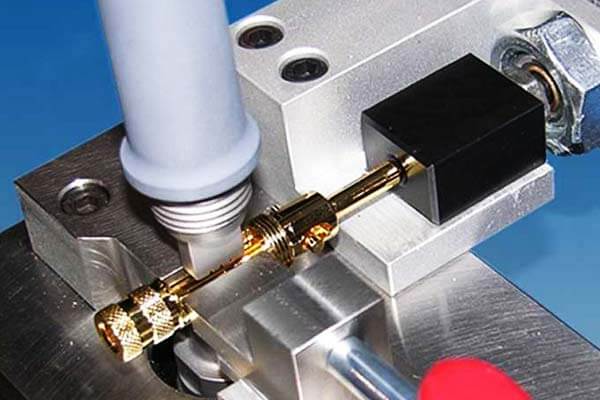
Ultrazvukové stehové zváranie
Ide o novší, špecializovanejšia technika, ktorá využíva vysokofrekvenčné zvukové vlny na vytvorenie lokalizovaného tepla a zvárania materiálov dohromady.
Na rozdiel od konvenčných metód zvárania, nevyžaduje výplňový materiál ani vysoké teploty.
Namiesto toho, ultrazvukové vibrácie vytvárajú dostatok tepla na spojenie povrchov.
- Ako to funguje: Ultrazvukové vlny sa aplikujú s frekvenciou medzi 20 a 40 kHz, čo spôsobuje, že kovové povrchy rýchlo vibrujú, generovanie trecieho tepla.
Vzniknuté teplo spája materiály v mieste kontaktu. - Žiadosti: Často sa používa v aplikáciách, kde tradičné zváranie môže poškodiť jemné alebo malé komponenty, napríklad v elektronickom priemysle alebo zdravotníckych zariadeniach.
- Prínosy: Vďaka presnosti a minimálnemu skresleniu je ideálny pre aplikácie v malom meradle.
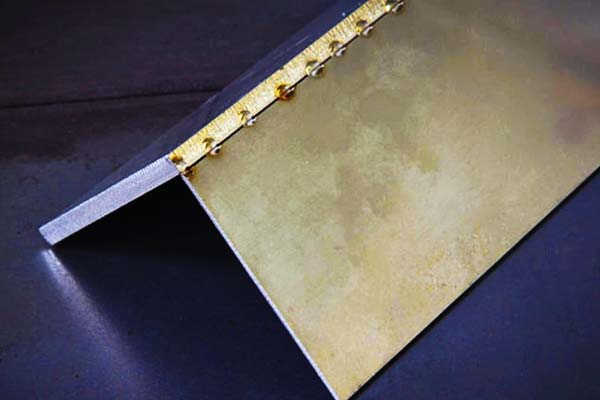
Zváranie mostíkov
Zváranie mostíkov zahŕňa vytváranie viacerých malých lepivých zvarov pozdĺž spoja alebo cez medzeru medzi časťami.
Táto technika „premostí“ medzeru pred aplikáciou úplného zvaru, zabezpečenie toho, aby komponenty zostali zarovnané počas celého procesu.
- Ako to funguje: Malé prichytávacie zvary sú umiestnené v intervaloch, efektívne „premostiť“ časti dohromady.
To pomáha udržiavať ich zarovnanie počas ďalších fáz zvárania alebo montáže. - Žiadosti: Bežne sa používa pri konštrukčnom zváraní, ako pri stavbe veľkých oceľových konštrukcií, ako sú mosty, lode, a ťažké stroje.
- Prínosy: Poskytuje vynikajúcu stabilitu pre veľké komponenty, zabránenie posunu dielov počas konečného zvaru.
Zváranie za tepla
Zváranie za horúca zahŕňa zahriatie dielov na vysokú teplotu pred aplikáciou spojovacieho zvaru.
Táto technika zaisťuje, že obrobky sú už čiastočne zvarené, keď sa robí príchytka,
zníženie rizika deformácie alebo nesprávneho nastavenia počas celého procesu zvárania.
- Ako to funguje: Obrobky sa zahrievajú na určitú teplotu pomocou externých zdrojov tepla, ako je horák alebo pec.
Raz pri požadovanej teplote, v rôznych bodoch pozdĺž spoja sa aplikujú stehové zvary. - Žiadosti: Používa sa v situáciách, keď je potrebné materiály držať na mieste pri vysokých teplotách alebo kde celkový proces zahŕňa zváranie hrubých častí materiálu.
- Prínosy: Ideálne na zabránenie tepelnej deformácie a zaistenie tesnosti pre väčšie materiály.
Indukčné stehové zváranie
Indukčné lepenie využíva elektromagnetickú indukciu na generovanie tepla v obrobkoch.
Tento proces sa často používa pre vysokorýchlostné aplikácie, kde sa vyžadujú rýchle cykly ohrevu a chladenia.
- Ako to funguje: Cez cievku umiestnenú v blízkosti obrobkov prechádza striedavý prúd.
Indukovaný prúd zahrieva kov, spôsobí jeho roztavenie a roztavenie v mieste kontaktu. - Žiadosti: Bežne sa používa v odvetviach, ktoré vyžadujú rýchle a presné zahrievanie veľkých komponentov, napríklad v oceliarňach a kovoobrábaní.
- Prínosy: Rýchlo, riadené vykurovanie, a schopnosť aplikovať presné lokalizované teplo na kov.
Thermit Tack Welding
to použiť chemickú reakciu medzi práškovými kovmi (typicky oxid hliníka a železa) aby došlo k exotermickej reakcii, ktorá generuje teplo.

Toto teplo sa používa na zváranie materiálov dohromady.
- Ako to funguje: Termitová zmes sa zapáli a vytvára extrémne vysoké teploty, dosť na roztavenie obrobkov a vytvorenie spoja.
Tento proces sa často používa na zváranie hrubých častí kovu. - Žiadosti: Používa sa na železniciach, ťažký stroj, a priemyselné aplikácie vyžadujúce vysoké teplo a pevné spoje.
- Prínosy: Extrémne výkonný a ideálny pre veľké, hrubé materiály.
6. Výhody bodového zvárania
- Presnosť a kontrola: Tečkované zváranie zaisťuje presné umiestnenie komponentov pred konečným zvarom,
zníženie rizika nesprávneho nastavenia a zabezpečenie vysokokvalitných výsledkov. - Znížené skreslenie: Pridržaním častí na mieste, stehové zváranie minimalizuje tepelnú rozťažnosť, ktorá môže nastať pri plnom zváraní, čo často vedie k skresleniu.
- Nákladovo efektívne: Pomáha šetriť čas aj materiál tým, že zabraňuje potrebe prepracovania v dôsledku nesprávneho nastavenia alebo nesprávneho umiestnenia.
- Zjednodušená montáž: Pomáha pri montáži zložitých štruktúr dočasným zaistením dielov,
umožňujúce zváračom sústrediť sa na iné dôležité aspekty projektu.
7. Nevýhody bodového zvárania
- Dočasná príroda: Pretože bodové zvary nie sú nosné, musia byť buď začlenené do konečného zvaru, alebo následne odstránené.
- Riziká nesúladu: Ak sa neaplikuje opatrne, spojovacie zvary môžu spôsobiť nesúososť počas konečného procesu zvárania, čo má za následok dodatočné prepracovanie.
- Teplom ovplyvnené zóny: Viacnásobné lepivé zvary v tej istej oblasti môžu spôsobiť oblasti ovplyvnené teplom,
ktoré by pri neopatrnom riadení mohli časom oslabiť materiál.
8. Bežné aplikácie stehového zvárania
- Výroba a montáž: Veľké stavebné projekty, ako sú mosty, budov, a lode vyžadujú pripevňovacie zváranie, aby boli komponenty zarovnané počas celého procesu zvárania.
- Práca s plechom: Automobilový a letecký priemysel vo veľkej miere využíva pri montáži karosérií zváranie, krídla, a konštrukcie trupu.
- Zváranie rúr: Často sa používa na vyrovnanie a dočasné držanie rúr pred úplným zváraním, zabezpečenie presných spojov.
- Opravy a údržba: Pri údržbárskych úlohách, stehové zváranie sa používa na pridržiavanie dielov na mieste počas opráv alebo výmeny.
9. Tipy na úspešné lepenie
Výber správnej elektródy alebo výplňového materiálu
Zabezpečte, aby sa elektróda alebo výplňový materiál zhodovali so základným kovom, aby bola pevná, kompatibilný príchytný zvar.
Výber správneho materiálu môže zvýšiť pevnosť zvaru a znížiť riziko defektov.
Správna regulácia tepla
Udržujte správnu úroveň tepla, aby ste zabránili prehriatiu oblasti spoja, ktoré môžu oslabiť materiál alebo spôsobiť nežiaduce deformácie.
Adekvátna regulácia tepla prispieva k čistejšiemu, odolnejšie lepivé zvary.
Dodržiavanie správneho rozstupu
Určte optimálnu veľkosť a rozstup pre stehové zvary na základe hrúbky materiálu a charakteru spoja. Konzistentné rozostupy podporujú jednotnosť a stabilitu konečného produktu.
Zabezpečenie pevných lepivých zvarov
Vyhnite sa slabým alebo neadekvátnym lepivým zvarom, ktoré by mohli zlyhať pri namáhaní použitím dostatočného, ale kontrolovaného tepla a tlaku.
Silné lepivé zvary poskytujú pevný základ pre konečný zvar, zabezpečenie dlhej životnosti konštrukcie.
10. Výzvy v bodovom zváraní
Pórovitosť a kontaminácia
Dôkladným čistením povrchu a použitím vhodných ochranných plynov zabráňte vniknutiu vzduchových vreciek a nečistôt do zvaru.
Pórovitosť môže oslabiť zvar a narušiť jeho celistvosť.
Nekonzistentná veľkosť
Udržujte jednotnosť veľkostí lepiacich zvarov, aby ste zaistili konzistentný výkon a vzhľad.
Rozdiely vo veľkosti môžu ovplyvniť pevnosť a estetiku konečného zvaru.
Odstraňovanie zvarov
Zistite, kedy a ako v prípade potreby odstrániť lepiace zvary, ako napríklad pri premiestňovaní dielov pred konečným zvarom.
Efektívne techniky odstraňovania môžu ušetriť čas a zabrániť poškodeniu obrobku.
Riziká nesúladu
Dávajte pozor na nesúosovosť, ktorá môže vyplynúť z nesprávnych techník lepenia, potenciálne viesť k nákladným opravám.
Starostlivé vykonávanie pripevňovacích zvarov môže zmierniť tieto riziká a zabezpečiť hladšie montážne procesy.
11. Získajte svoje vlastné kovové diely s DEZE
Na Tak, špecializujeme sa na poskytovanie vysokokvalitných zváračských služieb, vrátane bodového zvárania, na zabezpečenie presnosti a stability vašich kovových častí.
Či už potrebujete výrobu v malom rozsahu alebo veľké stavebné projekty, naši odborní zvárači majú nástroje a skúsenosti na poskytovanie špičkových výsledkov.
12. Záver
Bodové zváranie sa môže zdať jednoduché v celkovom procese zvárania, ale jeho význam nemožno preceňovať.
Zabezpečením častí na mieste a zabezpečením správneho zarovnania, pripevňovacie zváranie zabraňuje skresleniu a vychýleniu,
úspora času a nákladov na materiál a zároveň zlepšenie celkovej kvality finálneho zvaru.
Či už pracujete na výstavbe veľkého rozsahu, automobilové projekty, alebo presné strojárstvo, jeho zvládnutie je nevyhnutné na dosiahnutie najlepších výsledkov.
Postupujte podľa osvedčených postupov uvedených v tomto blogu, aby ste optimalizovali proces zvárania a zaistili úspech vo svojom ďalšom projekte!

