
1. Zavedenie
Žíhanie je a tepelné spracovanie proces určený na úpravu fyzikálnych a niekedy aj chemických vlastností materiálu, čím sa zlepší jeho spracovateľnosť.
Historicky, raní metalurgovia používali žíhanie na zmäkčenie kovov po kovaní, a časom,
proces sa vyvinul do sofistikovanej techniky používanej v rôznych priemyselných odvetviach, ako je napríklad automobilový priemysel, letectvo, elektronika, a výrobe.
Pozoruhodne, žíhanie nielen zvyšuje ťažnosť a znižuje zvyškové napätia, ale tiež zjemňuje štruktúru zŕn, čo vedie k lepšej obrobiteľnosti a celkovej výkonnosti.
V dnešnom konkurenčnom priemyselnom prostredí, zvládnutie žíhania je rozhodujúce pre optimalizáciu vlastností materiálu.
Tento článok skúma žíhanie z vedeckého hľadiska, proces, návrh, hospodársky, environmentálny, a perspektívy zamerané na budúcnosť, zabezpečenie holistického chápania jeho úlohy v modernom materiálovom inžinierstve.
2. Základy žíhania
Definícia a účel
V jadre, žíhanie zahŕňa zahriatie materiálu na určitú teplotu, držať ho počas stanoveného obdobia, a potom ju ochladzujte kontrolovanou rýchlosťou.
Tento proces poskytuje energiu potrebnú pre atómy v mikroštruktúre materiálu na migráciu a preskupenie.
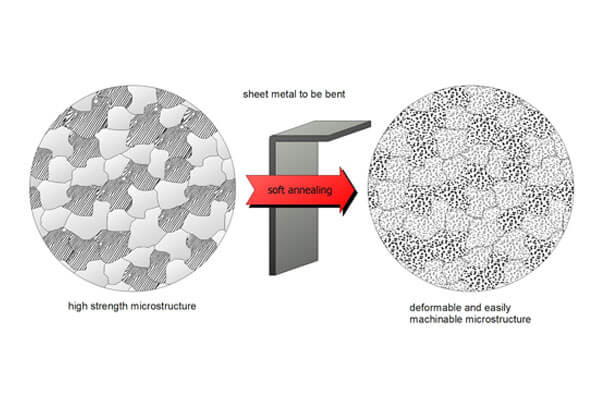
Následne, redukujú sa dislokácie a vnútorné napätia, a nové, tvoria sa zrná bez napätia, ktorý obnovuje ťažnosť a znižuje tvrdosť.
Medzi kľúčové ciele patrí:
- Zlepšenie ťažnosti: Umožňuje ľahšie tvarovanie alebo opracovanie kovov.
- Zmiernenie zvyškového stresu: Zabránenie deformácii a praskaniu vo finálnych výrobkoch.
- Rafinácia štruktúry zŕn: Optimalizácia mikroštruktúry pre zlepšenie mechanických vlastností.
Termodynamické a kinetické princípy
Žíhanie funguje na základných termodynamických a kinetických princípoch. Keď sa kov zahrieva, jeho atómy získajú kinetickú energiu a začnú migrovať.
Táto migrácia znižuje celkovú voľnú energiu odstránením dislokácií a nedokonalostí.
Napríklad, v oceli, proces môže transformovať tvrdený martenzit na ťažnejšiu feritovo-perlitovú zmes.
Údaje naznačujú, že správne žíhanie môže znížiť tvrdosť až o 30%, čím sa výrazne zlepšuje obrobiteľnosť.
Navyše, kinetika fázových premien počas žíhania je riadená teplotou a časom.
Proces je optimalizovaný vyvážením rýchlosti ohrevu, čas namáčania, a rýchlosť ochladzovania na dosiahnutie požadovanej mikroštrukturálnej transformácie bez nežiaduceho rastu zŕn.
3. Typy žíhania
Procesy žíhania sa značne líšia, každý je navrhnutý tak, aby dosahoval špecifické vlastnosti materiálu.
Prispôsobením cyklov vykurovania a chladenia, výrobcovia môžu optimalizovať výkon kovu pre rôzne aplikácie.
Nižšie, podrobne uvádzame primárne typy žíhania, zdôrazňujúc ich ciele, procesy, a typické aplikácie.
Úplné žíhanie
Účel: Na obnovenie maximálnej ťažnosti a zníženie tvrdosti zliatin železa, najmä hypoeutektoidné ocele.
Spracovanie:
- Teplota: Zvýšený na 850–950 °C (Napr., 925°C pre AISI 1020 oceľ) na úplnú austenitizáciu materiálu.
- Hold Time: Udržiavané pre 1– 4 hodiny aby sa zabezpečila rovnomerná fázová transformácia.
- Chladenie: Pomalé chladenie (20–50 °C/h) v peci alebo izolovanom boxe na podporu tvorby hrubého zrna.
Žiadosti: - Automobilový: Kované oceľové komponenty (Napr., podvozky) pre zvýšenú tvarovateľnosť.
- Výroba: Predúprava pre operácie kovania a obrábania.
Údaje: Znižuje tvrdosť ocele o 40–50 % (Napr., od 250 HBW na 120 HBW) a zlepšuje ťažnosť na 25- 30% predĺženie (ASTM E8/E9).
Žíhanie na zmiernenie stresu
Účel: Eliminujte zvyškové napätia z obrábania, zváranie, alebo opracovanie za studena.
Spracovanie:
- Teplota: 500–650 ° C (Napr., 600°C pre hliníkové zliatiny, 520°C pre nehrdzavejúcu oceľ).
- Hold Time: 1– 2 hodiny pri teplote.
- Chladenie: Chladené vzduchom alebo pecou na teplotu okolia.
Žiadosti: - Letectvo: Zvárané rámy lietadiel (Napr., Boeing 787 spoje trupu) aby sa zabránilo skresleniu.
- Olej & Plyn: Potrubia a tlakové nádoby (Napr., Oceľ API 5L X65).
Údaje: Znižuje zvyškové napätie o 30–50 %, minimalizácia rizika deformácie (Kotol ASME & Kód tlakovej nádoby).
Sferoidizačné žíhanie
Účel: Premeňte karbidy na sférické častice, aby ste zlepšili obrobiteľnosť a húževnatosť ocelí s vysokým obsahom uhlíka.
Spracovanie:
- Teplota: 700–750 °C (pod dolnou kritickou teplotou).
- Hold Time: 10– 24 hodín na karbidovú sféroidizáciu.
- Chladenie: Pomalé chladenie pece, aby sa zabránilo opätovnému vytváraniu lamelárnych štruktúr.
Žiadosti: - Náradie: Rýchlorezná oceľ (Napr., Nástrojová oceľ M2) pre vrtáky a matrice.
- Automobilový: Pružinová oceľ (Napr., SAE 5160) pre komponenty zavesenia.
Údaje: Dosahuje 90% účinnosť sféroidizácie, skrátenie času obrábania o 20– 30 % (Príručka ASM, Zväzok 4).
Izotermické žíhanie
Účel: Minimalizujte skreslenie v zložitých geometriách riadením fázových transformácií.
Spracovanie:
- Teplota: 900–950 °C (nad hornou kritickou teplotou) na austenitizáciu.
- Stredné držanie: 700–750 °C pre 2– 4 hodiny na umožnenie tvorby perlitu.
Žiadosti: - Letectvo: Čepele turbíny (Napr., Odvoz 718) vyžadujúci rozmerovú stabilitu.
- Energia: Komponenty jadrového reaktora (Napr., zliatiny zirkónia).
Údaje: Znižuje rozmerové skreslenie o až 80% v porovnaní s konvenčným žíhaním (Journal of Materials Processing Technology, 2021).
Normalizácia
Účel: Zjemnite štruktúru zŕn pre lepšiu húževnatosť a pevnosť uhlíkových a legovaných ocelí.
Spracovanie:
- Teplota: 200-300 °C nad hornou kritickou teplotou (Napr., 950°C pre 4140 oceľ).
- Chladenie: Vzduchom chladený na teplotu okolia.
Žiadosti: - Výstavba: Konštrukčné oceľové nosníky (Napr., ASTM A36).
- Strojové vybavenie: Prevodové hriadele (Napr., SAE 4140) pre vyváženú pevnosť a ťažnosť.
Údaje: Dosahuje jemnozrnná mikroštruktúra s pevnosťou v ťahu 600– 800 MPa (ISO 630:2018).
Žíhanie riešenia
Účel: Rozpustite legujúce prvky do homogénnej austenitickej matrice v nehrdzavejúcich oceliach a zliatinách na báze niklu.
Spracovanie:
- Teplota: 1,050–1 150 °C pre úplnú austenitizáciu.
- Zhasnutie: Rýchle ochladenie vo vode alebo oleji, aby sa zabránilo rozkladu fáz.
Žiadosti: - Lekársky: Austenitická nehrdzavejúca oceľ kvality pre implantáty (Napr., ASTM F138).
- Chemický: Výmenníky tepla (Napr., 316L Nerezová oceľ).
Údaje: Zabezpečuje 99.9% fázová homogenita, kritické pre odolnosť proti korózii (NACE MR0175/ISO 15156).
Rekryštalizačné žíhanie
Účel: Zmäkčujte kovy opracované za studena vytváraním zŕn bez napätia.
Spracovanie:
- Teplota: 450–650 ° C (Napr., 550°C pre hliník, 400°C pre meď).
- Hold Time: 1– 3 hodiny aby sa umožnila rekryštalizácia.
Žiadosti: - Elektronika: Medené drôty (Napr., vinutia transformátora s 100% IACS vodivosť).
- Balenie: Hliníkové plechovky (Napr., AA 3003 zliať).
Údaje: Obnovuje vodivosť 95-100% IACS v medi (Medzinárodný štandard žíhanej medi).
Subkritické žíhanie
Účel: Znížte tvrdosť nízkouhlíkových ocelí bez fázovej transformácie.
Spracovanie:
- Teplota: 600–700 °C (pod nižšou kritickou teplotou).
- Hold Time: 1– 2 hodiny na uvoľnenie zvyškových napätí.
Žiadosti: - Automobilový: Mäkká oceľ valcovaná za studena (Napr., SAE 1008) pre automobilové panely.
- Hardvér: Pružinová oceľ (Napr., SAE 1050) pre minimálne skreslenie.
Údaje: Dosahuje Zníženie tvrdosti HBW o 20-25% (ASTM A370).
Procesné žíhanie
Účel: Obnovte ťažnosť kovov po prechodných krokoch spracovania za studena.
Spracovanie:
- Teplota: 200–400 °C (Napr., 300°C pre mosadz, 250°C pre nehrdzavejúcu oceľ).
- Chladenie: Chladené vzduchom alebo pecou.
Žiadosti: - Elektronika: Stopy medených PCB (Napr., 5G anténne komponenty).
- HVAC: Medené rúrky (Napr., ASTM B280).
Údaje: Zlepšuje tvárnosť o 30– 40 %, umožňujúci užšie polomery ohybu (Združenie pre rozvoj medi).
Svetlé žíhanie
Účel: Zabráňte oxidácii a oduhličeniu vo vysoko čistých aplikáciách.
Spracovanie:
- Atmosféra: Vodík (H2) alebo inertný plyn (N₂/zap) na ≤ 10 ppm kyslíka.
- Teplota: 800–1 000 °C (Napr., 900°C pre pásy z nehrdzavejúcej ocele).
Žiadosti: - Letectvo: Zliatiny titánu (Napr., Ti-6Al-4V) pre lopatky turbíny.
- Automobilový: Výfukové systémy z nehrdzavejúcej ocele (Napr., Odvoz 625).
Údaje: Dosahuje 99.9% povrchová čistota, kritické pre odolnosť proti korózii (SAE J1708).
Bleskové žíhanie
Účel: Rýchla úprava povrchu pre lokálne vylepšenie nehnuteľnosti.
Spracovanie:
- Zdroj tepla: Plamene alebo lasery vysokej intenzity (Napr., 1,200Najvyššia teplota °C).
- Hold Time: sekúnd na milisekúnd pre presné vytvrdenie povrchu.
Žiadosti: - Výroba: Zuby ozubených kolies (Napr., tvrdené 8620 oceľ).
Údaje: Zvyšuje tvrdosť povrchu o 50–70 % (Napr., od 30 HRC na 50 HRC) (Surface Engineering Journal).
Kontinuálne žíhanie
Účel: Veľkoobjemová úprava plechov v automobilovom priemysle a stavebníctve.
Spracovanie:
- Rýchlosť linky: 10-50 m/I s kontrolovanou atmosférou (Napr., redukčný plyn).
- Zóny: Kúrenie, namáčanie, chladenie, a navíjanie.
Žiadosti: - Automobilový: Oceľové panely karosérie (Napr., 1,000-ton lisovacích liniek pre Tesla Model Y).
- Výstavba: Pozinkované strešné plechy (Napr., GI 0,5 mm).
Údaje: procesy 10– 20 miliónov ton ocele ročne, zníženie miery šrotu o 15– 20 % (Svetovej oceliarskej asociácie).
4. Proces a techniky žíhania
Proces žíhania pozostáva z troch základných stupňov: kúrenie, namáčanie, a chladenie.
Každý stupeň je starostlivo kontrolovaný, aby sa dosiahli požadované vlastnosti materiálu, zabezpečenie jednotnosti a konzistencie v mikroštrukturálnych transformáciách.

Existujú rôzne techniky žíhania, prispôsobené rôznym materiálom a priemyselným aplikáciám.
Príprava pred žíhaním
Pred žíhaním, správna príprava zaisťuje optimálne výsledky. To zahŕňa:
✔ Čistenie materiálu & Inšpekcia:
- Odstraňuje povrchové nečistoty (oxidy, mastnotu, stupnica) ktoré môžu ovplyvniť prenos tepla.
- Vykonáva mikroštrukturálnu analýzu na určenie už existujúcich defektov.
✔ Predliečebné metódy:
- Uvarenie: Používa kyslé roztoky na čistenie kovových povrchov pred tepelným spracovaním.
- Mechanické leštenie: Odstraňuje oxidačné vrstvy pre zvýšenie rovnomerného ohrevu.
Príklad:
V leteckom priemysle, titánové komponenty prechádzajú dôkladným predčistením, aby sa zabránilo oxidácii počas žíhania vo vákuovej peci.
Fáza zahrievania
Fáza zahrievania postupne zvyšuje teplotu materiálu na cieľový rozsah žíhania. Správna kontrola zabraňuje tepelným šokom a deformáciám.
Kľúčové faktory:
Výber pece:
- Dávkové pece: Používa sa na veľkokapacitné priemyselné žíhanie oceľových a hliníkových plechov.
- Priebežné pece: Ideálne pre vysokorýchlostné výrobné linky.
- Vákuové pece: Zabráňte oxidácii a zaistite vysokú čistotu v leteckom a elektronickom priemysle.
Typické rozsahy teplôt vykurovania:
- Oceľ:600–900 °C v závislosti od typu zliatiny.
- Meď:300–500 °C na zmäkčenie a zmiernenie stresu.
- Hliník:350–450 °C na zjemnenie štruktúry zŕn.
Úvahy o rýchlosti vykurovania:
- Pomalé zahrievanie: Znižuje tepelné gradienty a zabraňuje praskaniu.
- Rýchly ohrev: Používa sa v niektorých aplikáciách na zlepšenie účinnosti, pričom sa zabráni zhrubnutiu zrna.
Prípadová štúdia:
Pre lekárske implantáty z nehrdzavejúcej ocele, vákuové žíhanie pri 800–950 °C minimalizuje oxidáciu a zároveň zlepšuje odolnosť proti korózii.
Fáza namáčania (Udržiavanie pri cieľovej teplote)
Namáčanie zaisťuje rovnomerné rozloženie teploty, čo umožňuje úplnej transformácii vnútornej štruktúry kovu.
Faktory ovplyvňujúce čas namáčania:
🕒 Hrúbka materiálu & Zloženie:
- Hrubšie materiály vyžadujú dlhší čas namáčania pre rovnomerný prienik tepla.
🕒 Ciele vylepšenia mikroštruktúr:
- Na zmiernenie stresu žíhanie, namáčanie môže trvať 1– 2 hodiny.
- Na úplné žíhanie, materiály môžu vyžadovať niekoľko hodín aby sa dosiahla úplná rekryštalizácia.
Príklad:
V difúznom žíhaní pre ocele s vysokým obsahom uhlíka, drží pri 1050-1200 °C pre 10– 20 hodín eliminuje segregáciu a zvyšuje homogenitu.
Fáza chladenia
Fáza chladenia určuje konečnú mikroštruktúru a mechanické vlastnosti. Tvrdosť ovplyvňujú rôzne spôsoby chladenia, štruktúra zrna, a úľavu od stresu.
Chladiace techniky & Ich účinky:
Chladenie pece (Pomalé chladenie):
- Materiál zostáva v peci, keď sa postupne ochladzuje.
- Vytvára mäkké mikroštruktúry s maximálnou ťažnosťou.
- Používa sa na úplné žíhanie ocele a liatiny.
Chladenie vzduchom (Mierne chladenie):
- Znižuje tvrdosť pri zachovaní strednej pevnosti.
- Bežné v žíhanie na zmiernenie stresu zváraných konštrukcií.
Zhasnutie (Rýchle chladenie):
- Používa sa v izotermické žíhanie transformovať austenit na mäkšie mikroštruktúry.
- Zahŕňa chladenie v oleji, vodná voda, alebo vzduch pri kontrolovaných rýchlostiach.
Chladenie s riadenou atmosférou:
- Inertný plyn (argón, dusíka) zabraňuje oxidácii a zmene farby.
- Nevyhnutné vo vysoko presných priemyselných odvetviach, ako je polovodiče a letectvo.
Porovnanie spôsobov chladenia:
| Spôsob chladenia | Rýchlosť chladenia | Vplyv na materiál | Spoločná aplikácia |
|---|---|---|---|
| Chladenie pece | Veľmi pomalé | Maximálna ťažnosť, hrubé zrná | Úplné žíhanie ocele |
| Chladenie vzduchom | Mierny | Vyvážená pevnosť a ťažnosť | Žíhanie na zmiernenie stresu |
| Kalenie vodou/olejom | Rýchly | Jemná mikroštruktúra, vyššia tvrdosť | Izotermické žíhanie |
| Riadená atmosféra | Variabilné | Povrch bez oxidácie | Letectvo & Elektronika |
5. Účinky žíhania na vlastnosti materiálu
Žíhanie výrazne ovplyvňuje vnútornú štruktúru a vlastnosti materiálov, čo z neho robí kritický proces v metalurgii a materiálovej vede.
Starostlivým ovládaním vykurovania, namáčanie, a ochladzovacích fáz, zvyšuje ťažnosť, znižuje tvrdosť, vylepšuje štruktúru zŕn, a zlepšuje elektrické a tepelné vlastnosti.
Táto časť skúma tieto účinky štruktúrovaným a podrobným spôsobom.
Mikroštrukturálne transformácie
Žíhanie mení vnútornú štruktúru materiálov prostredníctvom troch kľúčových mechanizmov:
- Rekryštalizácia: Nový, tvoria sa zrná bez napätia, nahradenie deformovaných, ktorý obnovuje ťažnosť a znižuje pracovné spevnenie.
- Rast obilia: Predĺžený čas namáčania umožňuje rast zŕn, vyrovnávanie sily a pružnosti.
- Fázová transformácia: Nastávajú zmeny vo fázovom zložení, ako je martenzit transformujúci sa na ferit a perlit v oceli, optimalizácia pevnosti a ťažnosti.
Príklad:
Oceľ spracovaná za studena môže zažiť až a 30% zníženie tvrdosti po žíhaní, výrazne zlepšuje jeho tvárnosť.
Vylepšenia mechanických vlastností
Žíhanie zlepšuje mechanické vlastnosti kovov niekoľkými spôsobmi:
Zvýšená ťažnosť & Tvrdosť
- Kovy sa stávajú menej krehkými, zníženie rizika zlomenín.
- Niektoré materiály vykazujú a 20-30% zvýšenie predĺženia pred lomom po žíhaní.
Redukcia zvyškového stresu
- Zmierňuje vnútorné napätia spôsobené zváraním, odlievanie, a práce za studena.
- Znižuje pravdepodobnosť deformácie, praskanie, a predčasné zlyhanie.
Optimalizovaná tvrdosť
- Zmäkčuje materiály pre ľahšie opracovanie, ohýbanie, a formovanie.
- Tvrdosť ocele sa môže znížiť o 30-40%, zníženie opotrebovania nástrojov a výrobných nákladov.
Účinky na obrobiteľnosť & Tvarovateľnosť
Žíhanie zlepšuje obrobiteľnosť zmäkčením kovov, čo uľahčuje ich rezanie, vŕtať, a tvar.
Znížené opotrebovanie nástrojov: Nižšia tvrdosť predlžuje životnosť nástroja a znižuje náklady na údržbu.
Jednoduchšie tvarovanie: Kovy sa stávajú pružnejšími, umožňujúce hlbšiu kresbu a zložitejšie tvary.
Lepšia povrchová úprava: Hladšie mikroštruktúry vedú k zlepšeniu kvality povrchu po obrábaní.
Elektrický & Vylepšenia tepelných vlastností
Žíhaním sa zjemňuje štruktúra kryštálovej mriežky, zníženie defektov a zlepšenie vodivosti.
⚡ Vyššia elektrická vodivosť:
- Odstraňuje prekážky na hraniciach zŕn, zlepšenie toku elektrónov.
- Meď môže dosiahnuť a 10-15% zvýšenie vodivosti po žíhaní.
🔥 Vylepšená tepelná vodivosť:
- Umožňuje lepšie odvádzanie tepla v aplikáciách, ako sú výmenníky tepla.
- Nevyhnutné pre vysokovýkonné elektronické a letecké komponenty.
Priemyselné využitie:
Výrobcovia polovodičov sa spoliehajú na žíhanie tenkých vrstiev na zvýšenie vodivosti kremíkových plátkov a minimalizáciu defektov.
6. Výhody a nevýhody žíhania
Výhody
- Obnovuje ťažnosť:
Žíhaním sa obráti pracovné spevnenie, uľahčuje tvarovanie a obrábanie kovov. - Zmierňuje zvyškový stres:
Elimináciou vnútorných stresov, žíhanie znižuje riziko deformácie a praskania. - Zlepšuje obrobiteľnosť:
Zmäkčené, jednotná mikroštruktúra zvyšuje účinnosť rezania a predlžuje životnosť nástroja. - Optimalizuje elektrickú vodivosť:
Obnovené kryštalické štruktúry môžu viesť k zlepšeniu elektrických a magnetických vlastností. - Prispôsobiteľná štruktúra zŕn:
Prispôsobte parametre procesu tak, aby ste dosiahli požadovanú veľkosť zŕn a fázovú distribúciu, priamo ovplyvňuje mechanické vlastnosti.
Nevýhody
- Časovo náročné:
Procesy žíhania môžu trvať niekoľko hodín 24 hodiny, čo môže spomaliť výrobné cykly. - Vysoká spotreba energie:
Energia potrebná na kontrolované vykurovanie a chladenie môže byť značná, ovplyvňujúce prevádzkové náklady. - Procesná citlivosť:
Dosiahnutie optimálnych výsledkov vyžaduje presnú kontrolu teploty, čas, a sadzby chladenia. - Riziko nadmerného žíhania:
Nadmerný rast zrna môže viesť k zníženiu pevnosti materiálu, ak nie je správne riadený.
7. Aplikácie žíhania
Žíhanie je všestranný proces tepelného spracovania s aplikáciami v rôznych odvetviach, umožňujúce materiálom dosiahnuť optimálne mechanické vlastnosti, tepelný, a elektrické vlastnosti.
Nižšie je uvedený hĺbkový prieskum jej kritických úloh v kľúčových sektoroch:
Letecký priemysel
- Účel: Zvýšte silu, znížiť krehkosť, a eliminujú zvyškové napätia v ľahkých zliatinách.
- Materiál:
-
- Zliatiny titánu (Napr., Ti-6Al-4V): Žíhanie zlepšuje ťažnosť a odolnosť lopatiek turbín a drakov lietadiel.
- Nikel super zliatiny (Napr., Odvoz 718): Používa sa v komponentoch prúdových motorov, žíhanie zaisťuje jednotnú mikroštruktúru pre vysokoteplotný výkon.
Automobilová výroba
- Účel: Optimalizujte tvarovateľnosť, tvrdosť, a odolnosť proti korózii pre sériovo vyrábané komponenty.
- Materiál:
-
- Vysokopevnostné ocele (Hss): Žíhanie zmäkčuje HSS na lisovanie panelov karosérie automobilov (Napr., ultra-vysokopevná oceľ v modeli S od Tesly).
- Nehrdzavejúca oceľ: Žíhanie zlepšuje zvárateľnosť vo výfukových systémoch a palivových nádržiach.
Elektronika a polovodiče
- Účel: Vylepšite vlastnosti polovodičov a zlepšite elektrickú vodivosť.
- Materiál:
-
- Silikónové doštičky: Žíhanie odstraňuje defekty a zvyšuje kryštalickú kvalitu pri výrobe mikročipov (Napr., Pamäť Intel 3D XPoint).
- Medené prepojenia: Žíhanie zvyšuje vodivosť dosiek plošných spojov (PCB) a elektroinštalácie.
- Pokročilé techniky:
-
- Rýchle tepelné žíhanie (RTA): Používa sa pri výrobe polovodičov na minimalizáciu tepelného rozpočtu.
Stavebníctvo a infraštruktúra
- Účel: Zlepšite životnosť, odpor, a použiteľnosť pre veľké projekty.
- Materiál:
-
- Medené rúry: Žíhanie zabezpečuje flexibilitu a odolnosť voči korózii vo vodovodných systémoch (Napr., žíhané medené rúry v zelených budovách).
- Hliníkové zliatiny: Žíhaný hliník sa používa na fasády budov a okenné rámy pre lepšiu tvarovateľnosť.
- Príklad: Burj Khalifa používa žíhaný hliníkový plášť pre svoju nízku hmotnosť, exteriér odolný voči korózii.
Energetický sektor
- Účel: Zvýšte výkon materiálu v extrémnych prostrediach.
- Žiadosti:
-
- Jadrové reaktory: Žíhané zliatiny zirkónia (Napr., Zircaloy-4) pre palivové tyče odolávajú krehnutiu vyvolanému žiarením.
- Solárne panely: Žíhané kremíkové články zlepšujú fotovoltaickú účinnosť (Napr., Tenkovrstvové moduly First Solar).
- Veterné turbíny: Žíhaná oceľ a kompozity na čepele odolávajú cyklickému namáhaniu a únave.
Zdravotníctvo
- Účel: Dosiahnite biokompatibilitu, flexibilita, a tolerancia sterilizácie.
- Materiál:
-
- Nehrdzavejúca oceľ: Žíhané pre chirurgické nástroje (Napr., skalpely a kliešte) na vyváženie tvrdosti a pružnosti.
- Titánové implantáty: Žíhanie znižuje povrchové defekty a zlepšuje biokompatibilitu pri náhradách bedrového kĺbu.
Spotrebný tovar a šperky
- Účel: Zlepšite tvárnosť pre zložité vzory a povrchovú úpravu.
- Materiál:
-
- Zlato a striebro: Žíhanie zmäkčuje drahé kovy na výrobu šperkov (Napr., Tiffany & Ručne vyrábané kúsky Co).
- Medený riad: Žíhaná meď zlepšuje tepelnú vodivosť a tvarovateľnosť pre rovnomerné rozloženie tepla.
Vznikajúce aplikácie
- Aditívna výroba (3D tlač):
-
- Žíhanie kovov pomocou 3D tlače (Napr., Odvoz) na odstránenie vnútorných napätí a zlepšenie mechanických vlastností.
- Vodíkové palivové články:
-
- Žíhané zliatiny platinovej skupiny pre katalyzátory v membránach palivových článkov.
- Flexibilná elektronika:
-
- Žíhanie grafénu a polymérov pre nositeľné senzory a flexibilné displeje.
Odvetvové štandardy a súlad
- ASTM International:
-
- ASTM A262 na testovanie korózie žíhanej nehrdzavejúcej ocele.
- ASTM F138 pre zliatinu titánu (Ti-6Al-4V) v zdravotníckych pomôckach.
- Normy ISO:
-
- ISO 679 na žíhanie medi a zliatin medi.
8. Záver
Žíhanie je transformačný proces tepelného spracovania, ktorý zásadne zlepšuje mechanické a fyzikálne vlastnosti kovov a zliatin.
Prostredníctvom riadeného vykurovania a chladenia, žíhanie obnovuje ťažnosť, znižuje vnútorné napätia, a zjemňuje mikroštruktúru, čím sa zlepšuje obrobiteľnosť a výkon.
Tento článok poskytol komplexné, viacrozmerná analýza žíhania, pokrývajúce jeho vedecké princípy, procesné techniky, materiálne efekty, priemyselné aplikácie, a budúce trendy.
V ére, kde je precízne inžinierstvo a udržateľnosť prvoradé, pokroky v technológii žíhania,
ako je digitálne riadenie procesov, alternatívne spôsoby vykurovania, a postupy šetrné k životnému prostrediu – sú nastavené tak, aby ďalej optimalizovali vlastnosti materiálu a znížili dopad na životné prostredie.
Keďže priemyselné odvetvia pokračujú v inováciách a vývoji, zvládnutie procesu žíhania zostáva rozhodujúce pre zabezpečenie kvality produktu, prevádzkovej efektívnosti, a dlhodobú konkurencieschopnosť na globálnom trhu.

