
1. Introduzzjoni
Machining is integral to many industries that require precise components and reliable assembly.
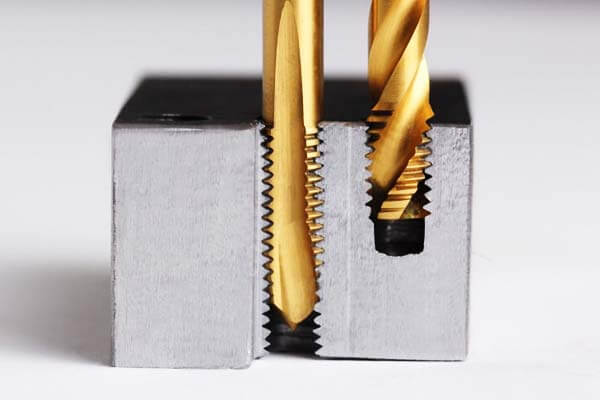
A tapped hole—essential for creating internal threads in materials—serves as a foundation for many fastening applications.
This process enables screws, boltijiet, and other fasteners to be securely inserted, ensuring components stay together, even under extreme conditions.
Tapped holes are especially important in industries such as automotive, aerospazjali, elettronika, u makkinarju.
Understanding the basics of tapping and how to achieve precision threading can help improve manufacturing efficiency and product quality.
F'dan il-blog post, we’ll break down the process of tapping, explain the different types of tapped holes, and provide essential tips for ensuring top-notch quality.
We’ll also delve into the tools and materials used, the factors that affect tapping precision, and common applications of tapped holes.
2. What is a Tapped Hole?
A tapped hole is simply a hole that has been drilled and then threaded using a tap to accept a fastener.
It differs from a drilled hole, which is simply a hole without any threads.
Tapping creates internal threads within the hole, enabling the insertion of screws, boltijiet, or other threaded fasteners.

- Drilled Hole vs. Tapped Hole: While a drilled hole is a basic cylindrical hole, a tapped hole is the result of using a tap tool to create spiral threads on the inner surface.
This thread allows the hole to securely hold fasteners, which is essential in many applications. - Common Terms:
-
- Ħjut: These are the spiral grooves cut into the hole, allowing fasteners to be screwed in.
- Tap: The tool used to cut internal threads into the hole. It’s available in various types depending on the material and thread specifications.
- Pitch: The distance between individual threads. The finer the pitch, the more threads per inch (TPI), which is critical for certain applications that demand higher precision.
3. Machining Process for Tapping
The tapping process involves using a tap to cut internal threads into a hole. Depending on the material and the desired thread size, different tools and machines are used.
- Tagħmir:
-
- CNC Machines: These computer-controlled machines are capable of performing high-precision tapping automatically, making them ideal for large-scale production.
- Tapping Machines: These specialized machines are designed specifically for tapping and can handle both manual and automatic operations.
- Manual Tapping Tools: For smaller or custom jobs, manual tapping tools such as hand taps and dies are used.
These are typically employed when only a few holes need to be tapped.
- Tapping vs. Thread Milling: Thread milling and tapping both create internal threads, but there are distinct differences.
While tapping is faster and more efficient for small to medium-sized holes, thread milling offers greater flexibility for larger threads or complex geometries.
4. How to Tap Holes Step-by-Step
Here’s a step-by-step breakdown of how to successfully tap a hole:
- Step 1: Gather the Necessary Tools and Materials
-
- Make sure you have a tap, drill bit, tapping machine manual tapping tool, and lubricant.
- Step 2: Select the Right Tap and Drill Bit
-
- Choose a tap that corresponds with the desired thread type (UNC, UNF, Metrika) and size.
Select the appropriate drill bit to match the tap size to ensure a perfect fit.
- Choose a tap that corresponds with the desired thread type (UNC, UNF, Metrika) and size.
- Step 3: Drill the Hole
-
- Drill the hole to the correct size, ensuring it matches the tap specifications.
Use a drill with the appropriate diameter and depth based on the required thread pitch.
- Drill the hole to the correct size, ensuring it matches the tap specifications.
- Step 4: Prepare for Tapping
-
- Clean the hole and apply a suitable lubricant to reduce friction and prevent the tap from binding during the cutting process.
- Step 5: Tapping the Hole
-
- Begin tapping by inserting the tap into the hole, and applying consistent pressure while rotating the tool to create the threads.
Make sure the tap remains aligned with the hole to prevent misalignment.
- Begin tapping by inserting the tap into the hole, and applying consistent pressure while rotating the tool to create the threads.
5. Types of Tapped Holes
Tapped holes are essential for creating secure connections between parts, and there are several types depending on the application requirements.
Understanding the different types of tapped holes helps in choosing the right method for specific tasks, ensuring optimal performance and fit.
Here are the most common types:
Through Holes
Through holes are tapped holes that extend through the material, from one side to the other.
These holes allow fasteners to pass completely through, with the threads inside the hole providing a secure connection for bolts, viti, or other types of threaded fasteners.
Through holes are widely used in applications where both sides of the material need to be joined or when fastening to multiple parts on either side of the material.
Blind Holes
Blind holes, in contrast to through holes, do not pass completely through the material.
They are drilled to a specific depth and then tapped to create threads.
Blind holes are ideal when only one side of the material needs to be fastened, such as when attaching components to a workpiece that doesn’t have access to the backside.
Counterbore Holes
A counterbore hole is a type of tapped hole with an enlarged opening at the top to allow the head of a bolt, screw, or other fastener to sit flush with or below the surface of the material.
This type of hole is particularly useful when you want to conceal the fastener’s head, providing a clean, Finitura tal-wiċċ lixxa.
Reamed Holes
Reamed holes are holes that have been drilled and then reamed to improve their size, forma, u finitura tal-wiċċ.
The reaming process ensures the hole has the correct tolerance and is smooth, which is especially important before tapping.
Reamed holes provide a higher level of precision and are essential when tight tolerances are required for the threads.
Interchangeable Threads
Interchangeable threads refer to the different types of thread forms that can be used when tapping holes.
The most commonly used thread types include:
- UNC (Unified National Coarse): A thread type that has fewer threads per inch, jagħmilha adattata għal applikazzjonijiet heavy-duty.
It’s easier to manufacture and is commonly used in industrial and mechanical applications, especially where strength is critical. - UNF (Unified National Fine): With more threads per inch than UNC, UNF threads are ideal for applications requiring high precision and smaller, finer thread fits.
These are used when greater tension strength and accuracy are needed, such as in precision machinery or aerospace components. - Metric Threads: Based on the metric system, these threads are commonly found in European and international applications.
Metric threads are used in a wide range of industries for both precision and general-purpose applications.
6. Tools and Materials Used in Tapping
Taps
Taps are the primary tools used to cut internal threads into pre-drilled holes.
They come in various types, each designed for specific applications and materials:
- Hand Taps: These taps are manually turned using a tap wrench and are suitable for small-scale or one-off jobs.
They provide excellent control over the tapping process but can be labor-intensive. - Machine Taps: Designed for use with power-driven machines like CNC lathes or dedicated tapping machines, machine taps offer faster and more consistent results.
They are ideal for high-volume production runs. - Spiral Point (Gun) Taps: Characterized by their forward-facing flutes, these taps excel at pushing chips ahead of the cutting edge,
making them perfect for through holes where chips can exit easily. - Spiral Flute Taps: With helical flutes that pull chips upward and out of blind holes, spiral flute taps are indispensable for deep-hole tapping applications.
- Straight Flute Taps: Commonly used for general-purpose tapping in softer materials,
straight flute taps are cost-effective and versatile but may not handle chip evacuation as efficiently as spiral designs.
Drill Bits
Drill bits create the pilot hole into which the tap will cut threads. Choosing the correct drill bit size is crucial for successful tapping.
The diameter of the drill bit should match the minor diameter of the thread being tapped,
ensuring adequate material remains for the tap to form threads without excessive stress on the workpiece.
- High-Speed Steel (HSS) Drill Bits: Suitable for most common metals and alloys, HSS bits offer good wear resistance and heat tolerance.
- Cobalt Drill Bits: Ideal for harder materials such as stainless steel or cast iron, cobalt bits have enhanced hardness and durability compared to standard HSS bits.
- Carbide-Tipped Drill Bits: For extremely hard materials, carbide-tipped bits provide superior strength and longevity, albeit at a higher cost.
Workpiece Materials
The material being tapped significantly influences the choice of tools, veloċitajiet, feeds, and coolants.
Different materials have varying hardness levels, Propjetajiet termali, u l-makkinarju, all of which affect the tapping process.
- Azzar: One of the most commonly tapped materials, steel requires careful consideration of tap selection based on hardness.
Softer steels can often be tapped using standard HSS taps, while hardened steels may necessitate cobalt or carbide taps. - Aluminju: Known for its softness and tendency to gall, aluminum benefits from sharp, high-quality taps and sufficient lubrication to prevent chip buildup.
- Brass u bronż: These materials tend to be self-lubricating due to their composition
but can still benefit from proper coolant application to manage heat and maintain tool integrity. - Plastik: Tapping plastics requires slower speeds and feeds to avoid melting or deforming the material.
Special taps designed for plastic can help achieve clean, functional threads.
7. Factors Affecting Tapping Precision
Thread Pitch
The pitch directly influences the number of threads per inch or millimeter, impacting the strength and fit of the connection.
Pereżempju, a finer pitch provides more threads per inch, increasing the holding power but requiring more precise machining.
Depth and Diameter Tolerance
Maintaining tight tolerances ensures proper thread engagement and prevents stripping or weakening the fastener.
Tolerances can be as tight as ±0.001 inches in critical applications.
Speed and Feed Rate in CNC Tapping
Optimizing these parameters is crucial for achieving high-quality threads without damaging the tap or workpiece.
CNC machines can maintain consistent speed and feed rates, leading to better results.
Coolant and Lubrication
Proper cooling and lubrication reduce friction, heat buildup, and wear on both the tap and the material.
Using coolant can extend tool life by up to 30%.
8. Pros and Cons of Tapped Holes
Pros of Tapped Holes
Secure Fastening
Tapped holes provide a reliable and secure fastening method. The internal threads ensure that bolts and screws can be tightly engaged, preventing loosening during use.
This makes tapped holes especially useful in critical applications where secure connections are crucial for operational safety,
bħal fl-industriji aerospazjali u tal-karozzi.
Space Efficiency
One of the standout advantages of tapped holes is space efficiency.
By eliminating the need for additional fasteners like nuts or washers, tapped holes save valuable space in compact assemblies.
This is particularly beneficial in electronics, Komponenti tal-karozzi, u makkinarju, where space constraints are common and every millimeter counts.
Integrità Strutturali
In materials that can effectively hold threads, tapped holes help maintain the structural integrity of the assembly.
The threads distribute the load across a wide surface area, which reduces stress concentration and improves overall durability compared to other fastening methods like rivets or welding.
This is crucial in applications where the components must withstand high stress or vibration.
Faċilità ta 'Manutenzjoni
Tapped holes facilitate maintenance, tiswijiet, and upgrades by allowing components to be easily disassembled and reassembled.
This feature is particularly useful in industries where regular servicing is required, such as in manufacturing equipment, makkinarju, and automotive systems.
The ability to reuse fasteners without compromising the integrity of the threads is a cost-effective solution for maintenance.
Cons of Tapped Holes
Thread Wear
A significant disadvantage of tapped holes is thread wear, especially in softer materials.
Maż-żmien, repeated assembly and disassembly can cause the internal threads to degrade, leading to a weakened connection.
This is particularly problematic in applications where parts need to be assembled and disassembled frequently, such as in maintenance-heavy industries.
Risk of Cross-Threading
Cross-threading occurs when the bolt or screw is misaligned during insertion, causing damage to the internal threads. This issue can weaken the connection and lead to failure.
Cross-threading is common during manual assembly, where precision may be more difficult to maintain.
Proper training and the use of tools like thread guides can help mitigate this risk.
Limited Load Capacity
Tapped holes have limited load-bearing capacity, particularly in materials that don’t hold threads well, such as plastics or soft metals.
These materials can strip or deform under heavy loads, leading to the failure of the connection.
Għal applikazzjonijiet ta 'stress għoli, additional methods of fastening, such as the use of anchors or inserts, may be required to ensure the necessary strength.
Potential for Tap Breakage
Another downside is the potential for tap breakage during the threading process, especially when working with hard materials like titanium or stainless steel.
Improper lubrication, incorrect feed rates, or using the wrong tap for the material can increase the risk of breakage.
A broken tap is difficult to remove and can damage the workpiece, leading to costly downtime and repairs.
9. Applications of Tapped Holes
Tapped holes play a pivotal role across various industries, providing a reliable method for creating secure threaded connections between components.
Industrija tal-Karozzi
- Komponenti tal-magna: Tapped holes are used to secure parts like cylinder heads, manifolds, and valve covers to the engine block.
- Chassis and body assembly: Tapped holes allow for mounting brackets, siġġijiet, and suspension components onto the frame or chassis.
- Electrical systems: Tapped holes are also critical in securing electronic parts like sensors and control modules in the car’s electrical system.

Industrija Aerospazjali
- Aircraft fuselage and wing assemblies: Tapped holes are used to secure panels, Gwarniċi, and control surfaces like flaps and ailerons.
- Komponenti tal-magna: Similar to automotive applications, engine parts in aircraft, including turbine blades, compressor stages, and casings,
often require tapped holes to ensure structural integrity. - Landing gear systems: Tapping provides secure attachment points for shock absorbers, roti, and struts, ensuring safe takeoffs and landings.
Industrija tal-Elettronika
- Mounting electronic components: Tapped holes are used to mount circuit boards, capacitors, resistors, and other components securely within the casing.
- Enclosures for protection: The enclosures of many electronic devices, such as computers, mobile phones, u tagħmir mediku,
often require tapped holes to fasten screws or bolts that keep the device sealed and protected from dust, umdità, u kontaminanti oħra. - Connectors and ports: Tapped holes are used to install connectors,
such as HDMI, USB ports, and power ports, into electronic enclosures, ensuring proper alignment and secure connections.
Makkinarju Industrijali
- Machine tool components: Tapped holes are used in the assembly of machinery parts such as bedplates, magħżel, and tool holders, ensuring stability and accuracy during operation.
- Mounting and alignment of parts: Components like motors, gerijiet, and pulleys are often fastened with bolts or screws into tapped holes to ensure alignment and safe operation.
- Manutenzjoni: Tapped holes allow for the disassembly of machinery for repairs and maintenance,
enabling easy access to internal components that may need replacement.
Apparat mediku
- Impjanti mediċi: Tapped holes are used in orthopedic implants like joint replacements and screws, ensuring they remain firmly in place during surgery and while in the body.
- Medical equipment: Devices such as surgical instruments, diagnostic equipment,
and laboratory tools often require tapped holes for secure mounting of components and attachments. - Prostetiċi: Tapped holes are also found in prosthetic devices, where they are used to fasten different parts like joints and limbs securely.
10. Considerations and Tips for Tapped Holes
Ebusija tal-Materjal
Harder materials like stainless steel or titanium may require specialized taps and lower tapping speeds to prevent tool damage.
Accurate Pilot Hole Sizes
Ensuring the pilot hole diameter matches the tap specifications is essential for optimal thread formation.
An incorrectly sized hole can lead to poor thread quality.
Suitable Threaded Hole Diameter
Choose the appropriate hole diameter based on the tap’s major diameter and the material properties.
Pereżempju, a 1/4-20 UNC tap requires a 0.216-inch pilot hole in steel.
Angled Surfaces
When tapping holes on angled surfaces, take extra care to maintain perpendicularity. Misalignment can result in cross-threading or damaged taps.
Precise Hole Placement
Accurate hole placement is critical for functional assemblies. Even a slight deviation can affect the overall performance of the component.
Addressing Thread Misalignment
Misaligned threads can cause cross-threading or damage to the tapped hole. Always double-check alignment before tapping.
Working with Hard-to-Machine Materials
Use adequate coolant and possibly multi-flute taps when working with difficult materials.
Pereżempju, tapping titanium may require the use of sulfur-based coolants to reduce friction.
Handling Tapping Defects
Issues like burrs, twaqqigħ tal-prezz, or chip buildup can compromise thread integrity.
Regular maintenance of tools and adherence to best practices can minimize these problems.
11. Konklużjoni
Bħala konklużjoni, tapped holes are fundamental to machining and play a vital role in assembling components across numerous industries.
By understanding the principles of tapping, selecting the right tools and materials, and adhering to best practices,
machinists can achieve precise, reliable threads that enhance product performance and durability.
Whether working on intricate electronic devices or large-scale machinery, mastering the art of tapping contributes significantly to the success of any manufacturing project.
Embracing these guidelines ensures that every tapped hole meets the highest standards of quality and precision.
If you have thread processing needs, Jekk jogħġbok tħossok liberu li Ikkuntattjana.

