
1. Кіріспе
Annealing is a Термиялық өңдеу process designed to modify the physical and sometimes chemical properties of a material, thereby improving its workability.
Тарихи, ерте металлургтер соғудан кейін металдарды жұмсарту үшін күйдіру әдісін қолданған, және уақыт өте келе,
бұл процесс автомобиль жасау сияқты әртүрлі салаларда қолданылатын күрделі техникаға айналды, аэроғарыш, электроника, және өндіріс.
Мүмкін, күйдіру икемділікті арттырып, қалдық кернеулерді азайтып қана қоймайды, сонымен қатар дәннің құрылымын жақсартады., өңдеуге қабілеттілік пен жалпы өнімділікті жақсартуға әкеледі.
Бүгінгі бәсекеге қабілетті индустриялық ландшафтта, күйдіруді меңгеру материалдың өнімділігін оңтайландыру үшін өте маңызды.
Бұл мақалада жасыту ғылыми тұрғыдан қарастырылады, өңдеу, жобалау, экономикалық, қоршаған ортаныше, және болашақ-бағдарланған перспективалар, қазіргі заманғы материалды жасаудағы оның рөлін тұтас түсінуді қамтамасыз ету.
2. Fundamentals of Annealing
Definition and Purpose
Оның өзегінде, күйдіру материалды белгілі бір температураға дейін қыздыруды қамтиды, оны белгіленген мерзімде ұстау, содан кейін оны бақыланатын жылдамдықпен салқындатады.
Бұл процесс материалдың микроқұрылымындағы атомдарға көшу және қайта реттеу үшін қажетті энергияны қамтамасыз етеді.
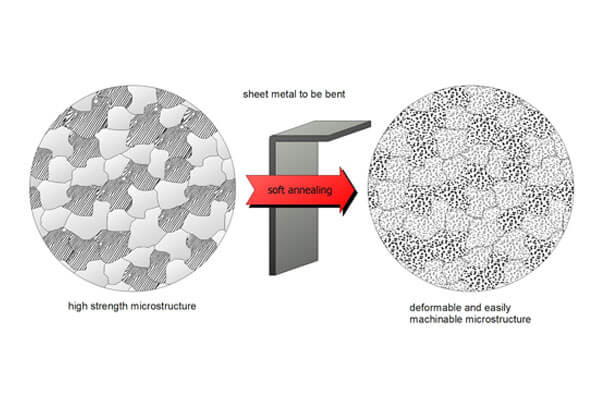
, Сорт, дислокациялар мен ішкі кернеулер азаяды, және жаңа, штаммсыз дәндер түзеді, икемділікті қалпына келтіреді және қаттылықты төмендетеді.
Негізгі мақсаттарға кіреді:
- Иілгіштікті арттыру: Металдардың оңай түзілуіне немесе өңделуіне мүмкіндік береді.
- Қалдық стрессті жеңілдету: Соңғы өнімдердің деформациясын және жарылуын болдырмау.
- Астық құрылымын тазарту: Жақсартылған механикалық қасиеттер үшін микроқұрылымды оңтайландыру.
Thermodynamic and Kinetic Principles
Күйдіру негізгі термодинамикалық және кинетикалық принциптерде жұмыс істейді. Металл қызған кезде, оның атомдары кинетикалық энергияға ие болып, қоныс аудара бастайды.
Бұл көшу дислокациялар мен кемшіліктерді жою арқылы жалпы бос энергияны азайтады.
Мысалы, Болаттан, процесс шыңдалған мартенситті иілгіш феррит-перлит қоспасына айналдыра алады.
Деректер дұрыс жасыту қаттылықты төмендететінін көрсетеді 30%, осылайша өңдеу мүмкіндігін айтарлықтай жақсартады.
Үстіне, күйдіру кезіндегі фазалық түрлендірулердің кинетикасы температура мен уақытпен бақыланады.
Процесс қыздыру жылдамдығын теңестіру арқылы оңтайландырылған, сіңіру уақыты, және астықтың қажетсіз өсуінсіз қажетті микроқұрылымдық трансформацияға жету үшін салқындату жылдамдығы.
3. Types of Annealing
Жылыту процестері әртүрлі, әрқайсысы белгілі бір материал қасиеттеріне қол жеткізу үшін жасалған.
Жылыту және салқындату циклдерін бейімдеу арқылы, өндірушілер әртүрлі қолданбалар үшін металл өнімділігін оңтайландыра алады.
Астында, жасытудың негізгі түрлерін егжей-тегжейлі сипаттаймыз, мақсаттарын атап көрсету, Процесс, және типтік қолданбалар.
Full Annealing
Мақсат: Ең жоғары икемділікті қалпына келтіру және темір қорытпаларындағы қаттылықты азайту, әсіресе гипоэвтектоидты болаттар.
Өңдеу:
- Температура: дейін көтерілді 850-950 ° C (E.Г., 925AISI үшін °C 1020 болат) материалды толық аустениттеу үшін.
- Уақытты күту: үшін сақталады 1-4 сағат to ensure uniform phase transformation.
- Салқындату: Баяу салқындату (20–50°C/h) in a furnace or insulated box to promote coarse grain formation.
Қолданбалар: - Автомобиль: Wrought steel components (E.Г., Шасси бөліктері) for enhanced formability.
- Өндіріс: Pre-treatment for forging and machining operations.
Мәліметтер: Reduces steel hardness by 40-50% (E.Г., -ден 250 Hbw дейін 120 Hbw) and improves ductility to 25–30% elongation (ASTM E8/E9).
Стрессті жеңілдету
Мақсат: Eliminate residual stresses from machining, дәнекерлеу, or cold working.
Өңдеу:
- Температура: 500-650 ° C (E.Г., 600°C for aluminum alloys, 520°C for stainless steel).
- Уақытты күту: 1–2 hours at temperature.
- Салқындату: Air-cooled or furnace-cooled to ambient temperature.
Қолданбалар: - Аэроғарыш: Welded aircraft frames (E.Г., Boeing 787 fuselage joints) to prevent distortion.
- Майлау & Газ: Pipelines and pressure vessels (E.Г., API 5L X65 steel).
Мәліметтер: Reduces residual stresses by 30-50%, minimizing distortion risks (ASME қазандығы & Қысым кеме коды).
Spheroidizing Annealing
Мақсат: Convert carbides into spherical particles to enhance machinability and toughness in high-carbon steels.
Өңдеу:
- Температура: 700–750°C (below the lower critical temperature).
- Уақытты күту: 10–24 hours карбидті сфероидтау үшін.
- Салқындату: Пластинкалы құрылымдардың қайта түзілуін болдырмау үшін пешті баяу салқындату.
Қолданбалар: - Құралдар: Жоғары жылдамдықты болат (E.Г., М2 аспаптық болат) бұрғылау қашаулары мен қалыптарға арналған.
- Автомобиль: Серіппелі болат (E.Г., Сонымен бірге 5160) суспензия компоненттері үшін.
Мәліметтер: Қол жеткізуге 90% сфероидизацияның тиімділігі, өңдеу уақытын қысқарту 20-30% (ASM анықтамалығы, Дыбыс 4).
Isothermal Annealing
Мақсат: Фазалық түрлендірулерді басқару арқылы күрделі геометриялардағы бұрмалануды азайтыңыз.
Өңдеу:
- Температура: 900-950 ° C (жоғарғы критикалық температурадан жоғары) аустениттеу үшін.
- Аралық ұстау: 700–750°C -ге 2-4 сағат перлит түзілуін қамтамасыз етеді.
Қолданбалар: - Аэроғарыш: Турбина пышақтары (E.Г., Жұқпалы 718) өлшемдік тұрақтылықты қажет етеді.
- Энергия: Ядролық реактордың құрамдас бөліктері (E.Г., цирконий қорытпалары).
Мәліметтер: Өлшемдік бұрмалануды төмендетеді дейін 80% кәдімгі күйдірумен салыстырғанда (Материалдарды өңдеу технологиясы журналы, 2021).
Қалыпқа келтіру
Мақсат: Көміртекті және легирленген болаттардың беріктігі мен беріктігін арттыру үшін дәннің құрылымын тазартыңыз.
Өңдеу:
- Температура: 200–300°C жоғарғы критикалық температурадан жоғары (E.Г., 950° C үшін 4140 болат).
- Салқындату: Қоршаған орта температурасына дейін ауамен салқындатылады.
Қолданбалар: - Құрылыс: Құрылымдық болат арқалықтар (E.Г., ASTM A36).
- Машиналар: Тісті беріліс біліктері (E.Г., Сонымен бірге 4140) теңдестірілген беріктік пен икемділік үшін.
Мәліметтер: Қол жеткізуге Жіңішке микроқұрылым созылу күші бар 600-800 МПа (Исо 630:2018).
Шешім
Мақсат: Легирлеуші элементтерді тот баспайтын болаттар мен никель негізіндегі қорытпалардағы біртекті аустениттік матрицаға ерітіңіз..
Өңдеу:
- Температура: 1,050-150 ° C толық аустениттеу үшін.
- Сөндіру: Фазалық ыдырауды болдырмау үшін суда немесе майда жылдам салқындату.
Қолданбалар: - Медициналық: Имплант түріндегі аустениттік баспайтын болат (E.Г., ASTM F138).
- Химиялық: Жылу алмастырғыштар (E.Г., 316Л тот баспайтын болат).
Мәліметтер: Кепіл 99.9% фазалық біртектілік, коррозияға төзімділігі үшін маңызды (Nace mr0175 / iso 15156).
Recrystallization Annealing
Мақсат: Суық өңделген металдарды штаммсыз түйіршіктер түзу арқылы жұмсартыңыз.
Өңдеу:
- Температура: 450-650 ° C (E.Г., 550алюминий үшін °C, 400мыс үшін °C).
- Уақытты күту: 1– 3 сағат қайта кристалдануға мүмкіндік береді.
Қолданбалар: - Электроника: Мыс сымдар (E.Г., трансформатор орамдары бар 100% IACS өткізгіштігі).
- Орауыш: Алюминий банкалар (E.Г., А.А 3003 қорытпа).
Мәліметтер: өткізгіштігін қалпына келтіреді 95–100% IACS мыста (Халықаралық техниканы мыстан шығарылған стандарт).
Subcritical Annealing
Мақсат: Фазалық түрлендірусіз төмен көміртекті болаттардағы қаттылықты азайтыңыз.
Өңдеу:
- Температура: 600-700 ° C (төменгі критикалық температурадан төмен).
- Уақытты күту: 1–2 hours қалдық кернеулерді жеңілдету үшін.
Қолданбалар: - Автомобиль: Суық илектелген жұмсақ болат (E.Г., Сонымен бірге 1008) автомобиль панельдері үшін.
- Жабдық: Серіппелі болат (E.Г., Сонымен бірге 1050) минималды бұрмалау үшін.
Мәліметтер: Қол жеткізуге HBW қаттылығын 20–25% төмендету (ASTM A370).
Process Annealing
Мақсат: Аралық суық өңдеу қадамдарынан кейін металдардың икемділігін қалпына келтіріңіз.
Өңдеу:
- Температура: 200–400°C (E.Г., 300°C for brass, 250°C for stainless steel).
- Салқындату: Air-cooled or furnace-cooled.
Қолданбалар: - Электроника: Copper PCB traces (E.Г., 5G antenna components).
- Hvac: Copper tubing (E.Г., ASTM B280).
Мәліметтер: Enhances formability by 30-40%, enabling tighter bending radii (Copper Development Association).
Bright Annealing
Мақсат: Prevent oxidation and decarburization in high-purity applications.
Өңдеу:
- Ауа: Сутегі (H₂) or inert gas (N₂/Ar) -та ≤10 ppm oxygen.
- Температура: 800-1,000 ° C (E.Г., 900°C for stainless steel strips).
Қолданбалар: - Аэроғарыш: Титан қорытпалары (E.Г., TI-6AL-4V) for turbine blades.
- Автомобиль: Stainless steel exhaust systems (E.Г., Жұқпалы 625).
Мәліметтер: Қол жеткізуге 99.9% surface purity, коррозияға төзімділігі үшін маңызды (SAE J1708).
Flash Annealing
Мақсат: Rapid surface modification for localized property enhancement.
Өңдеу:
- Heat Source: High-intensity flames or lasers (E.Г., 1,200°C peak temperature).
- Уақытты күту: Seconds to milliseconds for precise surface hardening.
Қолданбалар: - Өндіріс: Gear teeth (E.Г., Кейс қаттылығы 8620 болат).
Мәліметтер: Increases surface hardness by 50–70% (E.Г., -ден 30 HRC to 50 Ткект) (Surface Engineering Journal).
Continuous Annealing
Мақсат: High-volume treatment for sheet metals in automotive and construction.
Өңдеу:
- Line Speed: 10-50 м / i with controlled atmosphere (E.Г., reducing gas).
- Zones: Жылыту, soaking, салқындату, and coiling.
Қолданбалар: - Автомобиль: Steel body panels (E.Г., 1,000-тонналық пресс желілері Tesla Model Y үшін).
- Құрылыс: Мырышпен қапталған шатыр жабындары (E.Г., GI 0,5 мм).
Мәліметтер: Процесс 10– 20 млн тонна жыл сайын болат, арқылы сынықтарды азайту 15-20% (Дүниежүзілік болат қауымдастығы).
4. Annealing Process and Techniques
Жасыту процесі үш негізгі кезеңнен тұрады: жылыту, soaking, және салқындату.
Қажетті материал қасиеттеріне қол жеткізу үшін әрбір кезең мұқият бақыланады, микроқұрылымдық қайта құрулардағы біркелкі және жүйелілікті қамтамасыз ету.

Күйдірудің әртүрлі әдістері бар, әртүрлі материалдарға және өнеркәсіптік қолданбаларға бейімделген.
Pre-Annealing Preparation
Жылыту алдында, дұрыс дайындық оңтайлы нәтиже береді. Бұған кіреді:
✔ Материалды тазалау & Тексеру:
- Беткі ластаушы заттарды кетіреді (оксиғыш, май, масақ) бұл жылу алмасуына әсер етуі мүмкін.
- Бұрыннан бар ақауларды анықтау үшін микроқұрылымдық талдау жүргізеді.
✔ Алдын ала емдеу әдістері:
- Жинау: Термиялық өңдеу алдында металл беттерін тазалау үшін қышқыл ерітінділерді пайдаланады.
- Механикалық жылтырату: Біркелкі қыздыруды жақсарту үшін тотығу қабаттарын жояды.
Мысал:
Аэроғарыш индустриясында, титан компоненттері вакуумдық пеште жасыту кезінде тотығуды болдырмау үшін алдын ала мұқият тазалаудан өтеді..
Heating Phase
Қыздыру фазасы материалдың температурасын мақсатты жасыту диапазонына дейін біртіндеп көтереді. Тиісті бақылау термиялық соққыны және бұрмалануды болдырмайды.
Негізгі факторлар:
Пешті таңдау:
- Топтамалық пештер: Болат пен алюминий қаңылтырларын кең ауқымды өнеркәсіптік күйдіру үшін қолданылады.
- Үздіксіз жұмыс істейтін пештер: Жоғары жылдамдықты өндіріс желілері үшін өте қолайлы.
- Вакуумдық пештер: Аэроғарыш және электроника өнеркәсібінде тотығуды болдырмаңыз және жоғары тазалықты қамтамасыз етіңіз.
Жылыту температурасының әдеттегі диапазондары:
- Болат:600-900 ° C қорытпа түріне байланысты.
- Мыс:300-500 ° C жұмсарту және стрессті жеңілдету үшін.
- Алюминий:350-450 ° C астық құрылымын нақтылау.
Жылыту жылдамдығын қарастыру:
- Баяу қыздыру: Термиялық градиенттерді азайтады және крекингті болдырмайды.
- Жылдам қыздыру: Кейбір қолданбаларда астықтың іріленуін болдырмай, тиімділікті арттыру үшін қолданылады.
Кейс-стади:
Тот баспайтын болаттан жасалған медициналық имплантаттар үшін, вакуумды күйдіру 800-950 ° C коррозияға төзімділігін арттыра отырып, тотығуды азайтады.
Soaking Phase (Holding at Target Temperature)
Ылғалдау температураның біркелкі таралуын қамтамасыз етеді, металдың ішкі құрылымын толығымен өзгертуге мүмкіндік береді.
Factors Affecting Soaking Time:
🕒 Материалдық қалыңдығы & Өнімді:
- Қалың материалдар жылудың біркелкі енуі үшін ұзағырақ сулау уақытын қажет етеді.
🕒 Микроқұрылымды нақтылау мақсаттары:
- Стрессті жеңілдететін күйдіруге арналған, сулану ұзаққа созылуы мүмкін 1–2 hours.
- Толық күйдіру үшін, материалдар қажет болуы мүмкін бірнеше сағат толық қайта кристалдануға қол жеткізу үшін.
Мысал:
Жоғары көміртекті болаттар үшін диффузиялық күйдіруде, ұстау 1050-1200 ° C -ге 10– 20 сағат сегрегацияны жояды және біртектілікті арттырады.
Салқындату фазасы
Салқындату фазасы соңғы микроқұрылымды және механикалық қасиеттерді анықтайды. Қаттылыққа әртүрлі салқындату әдістері әсер етеді, Астық құрылымы, және стрессті жеңілдету.
Cooling Techniques & Their Effects:
Пешті салқындату (Баяу салқындату):
- Материал бірте-бірте салқындаған кезде пеште қалады.
- Produces soft microstructures with maximum ductility.
- Пайдаланылады full annealing of steels and cast iron.
Air Cooling (Moderate Cooling):
- Reduces hardness while maintaining moderate strength.
- Жалпы стрессті жеңілдету of welded structures.
Сөндіру (Жылдам салқындату):
- Қолданылған isothermal annealing to transform austenite into softer microstructures.
- Involves cooling in oil, суару, or air at controlled rates.
Controlled-Atmosphere Cooling:
- Inert gas (аргон, азот) prevents oxidation and discoloration.
- Essential in high-precision industries like semiconductors and aerospace.
Comparison of Cooling Methods:
| Салқындату әдісі | Салқындату жылдамдығы | Материалға әсері | Common Application |
|---|---|---|---|
| Пешті салқындату | Very Slow | Maximum ductility, coarse grains | Full annealing of steel |
| Air Cooling | Байсалды | Теңдестірілген беріктік пен икемділік | Стрессті жеңілдететін күйдіру |
| Water/Oil Quenching | Жылдам | Fine microstructure, higher hardness | Isothermal annealing |
| Controlled Atmosphere | Өзгергіш | Oxidation-free surface | Аэроғарыш & Электроника |
5. Effects of Annealing on Material Properties
Annealing significantly influences the internal structure and performance of materials, making it a critical process in metallurgy and materials science.
By carefully controlling heating, soaking, and cooling phases, икемділігін арттырады, қаттылығын төмендетеді, Астық құрылымын тазартады, және электрлік және жылулық қасиеттерін жақсартады.
Бұл бөлім осы әсерлерді құрылымдық және егжей-тегжейлі түрде зерттейді.
Microstructural Transformations
Күйдіру материалдардың ішкі құрылымын үш негізгі механизм арқылы өзгертеді:
- Қайта сырғытылу: Жаңа, штаммсыз дәндер түзеді, деформацияланғандарды ауыстыру, бұл икемділікті қалпына келтіреді және жұмыстың қатаюын азайтады.
- Астық өсімі: Ұзартылған сулау уақыттары дәндердің өсуіне мүмкіндік береді, күш пен икемділікті теңестіру.
- Фазалық түрлендіру: Фазалық құрамда өзгерістер орын алады, мысалы, мартенситтің болаттағы феррит пен перлитке айналуы, беріктігі мен икемділігін оңтайландыру.
Мысал:
Суық өңделген болат а дейін тәжірибе алады 30% қаттылықтың төмендеуі Қытырлақ болғаннан кейін, оның қалыптасу мүмкіндігін айтарлықтай жақсартады.
Mechanical Property Enhancements
Күйдіру металдардың механикалық қасиеттерін бірнеше жолмен жақсартады:
Артушы & Қаттылық
- Металдардың сынғыштығы азаяды, сыну қаупін азайту.
- Кейбір материалдар a 20-30% ұзартудың жоғарылауы күйдіруден кейін сыну алдында.
Қалдық кернеуді азайту
- Дәнекерлеуден туындаған ішкі кернеулерді жояды, кастинг, және суық жұмыс.
- Бұрылу ықтималдығын азайтады, жару, және мерзімінен бұрын сәтсіздік.
Оңтайландырылған қаттылық
- Жеңіл өңдеу үшін материалдарды жұмсартады, иілу, және қалыптастыру.
- Болат қаттылығы төмендеуі мүмкін 30-40%, құралдың тозуын және өндіріс шығындарын азайту.
Effects on Machinability & Пайда болу
Күйдіру металдарды жұмсарту арқылы өңдеуге қабілеттілікті жақсартады, оларды кесуді жеңілдетеді, бұрғылау, және формасы.
Құрал тозуын азайтады: Төмен қаттылық құралдың қызмет ету мерзімін ұзартады және техникалық қызмет көрсету шығындарын азайтады.
Қалыптастыру оңайырақ: Металдар икемді болады, тереңірек сурет салуға және күрделі пішіндерге мүмкіндік береді.
Бетті жақсы аяқтау: Тегіс микроқұрылымдар өңдеуден кейін бет сапасын жақсартады.
Электр & Thermal Property Enhancements
Күйдіру кристалдық тор құрылымын нақтылайды, ақауларды азайту және өткізгіштікті жақсарту.
⚡ Жоғары электрөткізгіштік:
- Астық шекарасындағы кедергілерді жояды, электрон ағынын жақсарту.
- Мыс a 10-15% өткізгіштігінің артуы Қытырлақ болғаннан кейін.
🔥 Жақсартылған жылу өткізгіштік:
- Жылу алмастырғыштар сияқты қолданбаларда жылуды жақсырақ таратуға мүмкіндік береді.
- Жоғары өнімді электронды және аэроғарыштық құрамдас бөліктерге қажет.
Industry Use:
Жартылай өткізгіш өндірушілер кремний пластинкасының өткізгіштігін арттыру және ақауларды азайту үшін жұқа қабықпен жасытуға сүйенеді..
6. Advantages and Disadvantages of Annealing
Артықшылықтары
- Иілгіштікті қалпына келтіреді:
Күйдіру кері жұмысты қатайту, металдарды қалыпқа келтіруді және өңдеуді жеңілдетеді. - Қалдық кернеулерді босатады:
Ішкі кернеулерді жою арқылы, күйдіру деформация және крекинг қаупін азайтады. - Өңделуді жақсартады:
Жұмсартылған, біркелкі микроқұрылым кесу тиімділігін арттырады және құралдың қызмет ету мерзімін ұзартады. - Электр өткізгіштігін оңтайландырады:
Қалпына келтірілген кристалдық құрылымдар электрлік және магниттік қасиеттердің жақсаруына әкелуі мүмкін. - Теңшелетін астық құрылымы:
Қажетті дән өлшемдері мен фазалық үлестірімдерге қол жеткізу үшін процесс параметрлерін бейімдеңіз, механикалық қасиеттеріне тікелей әсер етеді.
Кемшіліктері
- Уақытты қажет ететін:
Жылыту процестері аяқталуға бірнеше сағат кетуі мүмкін 24 сағат, бұл өндіріс циклдерін баяулатуы мүмкін. - Жоғары энергия тұтыну:
Басқарылатын жылыту және салқындату үшін қажетті энергия айтарлықтай болуы мүмкін, операциялық шығындарға әсер етеді. - Технологиялық сезімталдық:
Оңтайлы нәтижелерге қол жеткізу температураны нақты бақылауды талап етеді, уақыт, және салқындату тарифтері. - Шамадан тыс күйдіру қаупі:
Астықтың шамадан тыс өсуі, егер дұрыс басқарылмаса, материал беріктігінің төмендеуіне әкелуі мүмкін.
7. Күйдіру қолданбалары
Күйдіру - бұл әртүрлі салаларда қолданылатын термиялық өңдеудің жан-жақты процесі, материалдарға оңтайлы механикалық қол жеткізуге мүмкіндік береді, жылу, және электрлік қасиеттері.
Төменде оның негізгі секторлардағы маңызды рөлдерінің терең зерттелуі берілген:
Аэроғарыш өнеркәсібі
- Мақсат: Күшті күшейту, сынғыштығын азайту, және жеңіл қорытпалардағы қалдық кернеулерді жою.
- Материалдар:
-
- Титан қорытпалары (E.Г., TI-6AL-4V): Күйдіру турбиналық қалақтардың және әуе корпустарының икемділігін және шаршауға төзімділігін жақсартады.
- Никель негізіндегі суперқортойлар (E.Г., Жұқпалы 718): Реактивті қозғалтқыштың құрамдас бөліктерінде қолданылады, күйдіру жоғары температурада жұмыс істеу үшін біркелкі микроқұрылымды қамтамасыз етеді.
Автомобиль өндірісі
- Мақсат: Қалыптастыру мүмкіндігін оңтайландыру, қаттылық, және жаппай өндірілетін компоненттердің коррозияға төзімділігі.
- Материалдар:
-
- Жоғары күш болаттар (Hss): Жылыту автомобиль корпусының панельдерін штамптау үшін HSS жұмсартады (E.Г., Tesla S Modelіндегі өте жоғары берік болат).
- Тот баспайтын болат: Жылыту сору жүйелері мен отын цистерналарында дәнекерлеуді жақсартады.
Электроника және жартылай өткізгіштер
- Мақсат: Жартылай өткізгіштердің қасиеттерін нақтылаңыз және электр өткізгіштігін жақсартыңыз.
- Материалдар:
-
- Кремний пластиналары: Күйдіру ақауларды жояды және микрочиптерді жасау үшін кристалдық сапасын арттырады (E.Г., Intel 3D XPoint жады).
- Мыс өзара байланыстары: Күйдірту баспа платаларындағы өткізгіштікті арттырады (Филциттер) және сымдар.
- Жетілдірілген әдістер:
-
- Жылдам термиялық күйдіру (RTA): Жылулық бюджетті азайту үшін жартылай өткізгіш өндірісінде қолданылады.
Құрылыс және инфрақұрылым
- Мақсат: Төзімділікті жақсарту, Коррозияға төзімділік, және ауқымды жобалар үшін жұмыс қабілеттілігі.
- Материалдар:
-
- Мыс құбырлар: Жылыту сантехникалық жүйелердегі икемділік пен коррозияға төзімділікті қамтамасыз етеді (E.Г., жасыл ғимараттарда күйдірілген мыс құбырлар).
- Алюминий қорытпалары: Күйдіру қабілетін арттыру үшін жылтыратылған алюминий ғимараттардың қасбеттері мен терезе жақтауларында қолданылады.
- Мысал: Бурдж Халифа жеңілдігі үшін күйдірілген алюминий қаптамасын пайдаланады, коррозияға төзімді сыртқы.
Энергетика саласы
- Мақсат: Төтенше ортада материалдың өнімділігін арттырыңыз.
- Қолданбалар:
-
- Ядролық реакторлар: Күйдірген цирконий қорытпалары (E.Г., Циркалой-4) жанармай штангалары үшін радиация әсерінен морт шыдамды.
- Күн панельдері: Күйдірген кремний жасушалары фотоэлектрлік тиімділікті жақсартады (E.Г., Бірінші Solar жұқа пленка модульдері).
- Жел турбиналары: Жылытылған болат пен қалақтарға арналған композиттер циклдік кернеуге және шаршауға төтеп береді.
Медициналық құрылғылар
- Мақсат: Биологиялық үйлесімділікке қол жеткізіңіз, қолайлы, және зарарсыздандыруға төзімділік.
- Материалдар:
-
- Тот баспайтын болат: Хирургиялық құралдар үшін күйдірілген (E.Г., скальпельдер мен қысқыштар) қаттылық пен икемділікті теңестіру үшін.
- Титан имплантаттары: Күйдіру беттік ақауларды азайтады және жамбас ауыстыру кезінде биоүйлесімділікті жақсартады.
Consumer Goods and Jewelry
- Мақсат: Күрделі дизайн мен бетті әрлеу үшін икемділікті арттырыңыз.
- Материалдар:
-
- Алтын және күміс: Күйдіру зергерлік бұйымдарды жасауға арналған асыл металдарды жұмсартады (E.Г., Тиффани & компаниясының қолдан жасалған бұйымдары).
- Мыс ыдыс: Күйдіртілген мыс жылу өткізгіштігін және жылуды біркелкі бөлу үшін қалыптау қабілетін жақсартады.
Пайда болған қосымшалар
- Қоспа өндірісі (3D Басып шығару):
-
- 3D басып шығарылған металдарды күйдіру (E.Г., Жұқпалы) ішкі кернеулерді жою және механикалық қасиеттерін жақсарту.
- Сутегі отын жасушалары:
-
- Отын жасушаларының мембраналарындағы катализаторларға арналған күйдірілген платина тобының қорытпалары.
- Икемді электроника:
-
- Тозуға болатын сенсорлар мен икемді дисплейлер үшін графен мен полимерлерді күйдіру.
Салалық стандарттар және сәйкестік
- ASTM халықаралық:
-
- ASTM A262 жасытылған тот баспайтын болатты коррозияға сынауға арналған.
- Титан қорытпасына арналған ASTM F138 (TI-6AL-4V) медициналық құрылғыларда.
- ISO стандарттары:
-
- Исо 679 мыс және мыс қорытпаларын күйдіру үшін.
8. Қорытынды
Күйдіру - металдар мен қорытпалардың механикалық және физикалық қасиеттерін түбегейлі жақсартатын трансформациялық термиялық өңдеу процесі.
Басқарылатын жылыту және салқындату арқылы, күйдіру икемділікті қалпына келтіреді, Ішкі кернеулерді азайтады, және микроқұрылымды нақтылайды, осылайша өңдеуге қабілеттілік пен өнімділікті жақсартады.
Бұл мақалада жан-жақты берілген, күйдірудің көп өлшемді талдауы, оның ғылыми принциптерін қамтиды, процесс техникасы, материалдық әсерлер, Өнеркәсіптік қосымшалар, және болашақ тенденциялар.
Дәл инженерия мен тұрақтылық бірінші орынға қойылған дәуірде, күйдіру технологиясындағы жетістіктер,
цифрлық процесті басқару сияқты, балама жылыту әдістері, және экологиялық таза тәжірибелер — материалдың өнімділігін одан әрі оңтайландыру және қоршаған ортаға әсерді азайту үшін орнатылған.
Өйткені салалар инновациялар мен дамуды жалғастыруда, күйдіру процесін меңгеру өнім сапасын қамтамасыз ету үшін маңызды болып қала береді, Пайдалану тиімділігі, жаһандық нарықтағы ұзақ мерзімді бәсекеге қабілеттілік.

