
1. Уводзіны
Зварка - адзін з найважнейшых працэсаў у вытворчасці і будаўніцтве, стварэнне асновы для стварэння трывалых і надзейных злучэнняў у розных матэрыялах.
Няхай гэта будзе будаўніцтва хмарачоса, выраб рам аўтамабіляў, або зборка складаных механізмаў, зварка забяспечвае трываласць і стабільнасць канчатковага прадукту.
Аднак, дасягненне бездакорных зварных швоў патрабуе не толькі прымянення цяпла і напаўняльніка.
Гэта патрабуе правільнага выраўноўвання і ўважлівага стаўлення да дэталяў на працягу ўсяго працэсу.
Зварка прыхваткамі гуляе ў гэтым вырашальную ролю. Гэта часовая тэхніка, якая выкарыстоўваецца для замацавання дэталяў на месцы перад фіналам, поўная зварка.
Гэта забяспечвае правільнае выраўноўванне, зніжае рызыку дэфармацыі, і ў канчатковым выніку спрыяе трываласці і якасці канчатковага зварнога шва.
У гэтым блогу, мы вывучым важнасць зваркі прыхваткамі, яго розныя тэхнікі, выгод, агульныя прыкладання, і лепшыя практыкі, якія гарантуюць стабільнасць і дакладнасць зварных швоў.
2. Што такое зварка?
Зварка прыхваткамі - гэта працэс нанясення дробных, часовыя зварныя швы для ўтрымання кавалкаў металу разам.
Гэтыя зварныя швы стратэгічна размешчаны ў ключавых кропках уздоўж злучэння, забеспячэнне таго, каб нарыхтоўкі заставаліся на месцы на этапах выраўноўвання і зборкі.
У адрозненне ад канчатковых зварных швоў, якія прызначаны для забеспячэння працяглай трываласці, прыхваткавыя зварныя швы не прызначаны для апорных нагрузак пасля завяршэння поўнага працэсу зваркі.
Гэта звычайна выкарыстоўваецца ў спалучэнні з іншымі працэсамі зваркі, напрыклад MIG зварка, Зварка TIG, і палкавая зварка.
Мэта - стварыць стайню, часовае злучэнне, якое вытрымае цяпло і ціск наступнай зваркі,
прадухіленне зруху або дэфармацыі матэрыялаў падчас канчатковага стварэння шва.
3. Роля зваркі прыхваткамі ў працэсе зваркі
Ён служыць асновай для многіх больш буйных і складаных зварачных праектаў.
Галоўная яго мэта - забяспечыць правільнае размяшчэнне нарыхтовак перад пачаткам канчатковага працэсу зваркі.
Гэта асабліва важна ў буйнамаштабных праектах, дзе нават нязначнае зрушэнне можа выклікаць значныя праблемы ў канчатковым прадукце.
Вось як дапамагае зварка прыхваткамі:
- Забяспечвае правільнае размяшчэнне: Зварныя прыхваткі часова фіксуюць дэталі на месцы, каб прадухіліць любы рух падчас поўнай зваркі.
- Прадухіляе дэфармацыю і дэфармацыю: Моцна трымаючы дэталі на месцы, прыхваткавыя зварныя швы дапамагаюць мінімізаваць рызыку дэфармацыі, выкліканага цеплавым пашырэннем падчас асноўнага працэсу зваркі.
- Паляпшае эфектыўнасць зборкі: З правільна выраўнаванымі часткамі, прыхватка зваркі памяншае неабходнасць карэкціроўкі падчас фінальнай зваркі, эканомія часу і матэрыялаў.
4. Тэхніка зваркі прыхваткамі
Асноўныя крокі:
- Размяшчэнне нарыхтовак: Пачніце з асцярожнай ўстаноўкі нарыхтовак у патрэбным становішчы адносна адзін аднаго.
Правільнае выраўноўванне мае вырашальнае значэнне для таго, каб канчатковы прадукт адпавядаў спецыфікацыям. - Працэс зваркі прыхваткамі: Прымяніць хутка, невялікія шарыкі зварнога шва ў стратэгічных кропках, каб надзейна ўтрымліваць дэталі.
Памер і адлегласць гэтых зварных швоў залежаць ад таўшчыні матэрыялу і тыпу злучэння.
Добрае эмпірычнае правіла - рабіць прыхваткі кожныя зварныя швы 6 да 12 цалі, у залежнасці ад патрабаванняў праекта. - Выніковая праверка: Перш чым прыступаць да апошняй зваркі, пераканайцеся, што злучэнне правільна размешчана і што зварныя швы забяспечваюць дастатковую фіксацыю.
Агляд выраўноўвання зараз можа зэканоміць час і намаганні ў далейшым.

Агульныя працэсы зваркі:
- Зварка MIG: Вядомы сваёй хуткасцю і эфектыўнасцю, Зварка MIG ідэальная для хуткай, эфектыўныя прыхваткі зварных швоў на больш тонкіх металах.
- Зварка TIG: Прапанова дакладнасці і кантролю, Зварка TIG ідэальна падыходзіць для больш тонкай або дэталёвай працы,
асабліва пры працы з больш тонкімі матэрыяламі або пры неабходнасці чыстага выгляду. - Ручная зварка: З яго надзейным характарам, стыковачная зварка забяспечвае надзейныя зварныя швы для больш тоўстых матэрыялаў і прымянення на адкрытым паветры, дзе партатыўнасць важная.
Выбар правільнага памеру і інтэрвалу:
Выбар адпаведнага памеру і адлегласці для зварных швоў мае вырашальнае значэнне. Занадта мала або занадта мала, і зварныя швы могуць не забяспечваць дастатковай фіксацыі;
занадта шмат або занадта вялікі, і яны могуць стварыць непатрэбны стрэс або ўскладніць выдаленне.
Даследаванне, праведзенае Амерыканскім таварыствам зваркі, паказала, што аптымальныя памеры прыхватак зварных швоў вар'іруюцца ў залежнасці ад таўшчыні матэрыялу,
з агульнай рэкамендацыяй, якая прадугледжвае даўжыню зварнога шва прыхваткамі паміж імі 0.5 да 1 цаляў для большасці прыкладанняў.
Пасады зваршчыкаў:
Розныя пазіцыі зваркі—плоскія, гарызантальны, вертыкальны, і накладныя выдаткі - уплываюць на лёгкасць і якасць зваркі прыхваткамі.
Адкарэктуйце сваю тэхніку адпаведна, каб забяспечыць надзейныя вынікі.
Напрыклад, плоская зварка часта прасцей і дае больш якасныя зварныя швы з-за лепшага кантролю над расплаўленай вадой.
5. Распаўсюджаныя віды зваркі прыхваткамі
З гадамі, з'явілася некалькі спецыялізаваных тыпаў зваркі прыхваткамі для задавальнення розных прыкладанняў і патрабаванняў.
Кропкавая зварка
Кропкавая зварка з'яўляецца адным з самых папулярных метадаў, якія выкарыстоўваюцца ў працы з ліставым металам, асабліва ў такіх галінах, як аўтамабільная і электроніка.

Гэта ўключае ў сябе прымяненне ціску і цяпла ў пэўных кропках, звычайна праз электроды, для стварэння невялікага, лакалізаваны зварны шов.
- Як гэта працуе: Электрычная ланцуг моцнага току праходзіць праз нарыхтоўкі ў тым месцы, дзе патрабуецца зварка.
Цяпло, якое выдзяляецца супрацівам у кропках кантакту, прымушае метал плавіцца і злівацца. - Прыкладанне: Аўтамабільны кузаў, электроніка, і вытворчасць прыбораў.
Кропкавая зварка асабліва карысная для тонкіх ліставых металаў і матэрыялаў, якія не схільныя значнаму цеплавому скажэнню. - Выгод: Пост, здольны, і эканамічна эфектыўны для вытворчасці вялікіх аб'ёмаў.
Ультрагукавая зварка прыхваткамі
Гэта навейшы, больш спецыялізаваная тэхніка, якая выкарыстоўвае высокачашчынныя гукавыя хвалі для стварэння лакалізаванага цяпла і зварвання матэрыялаў.
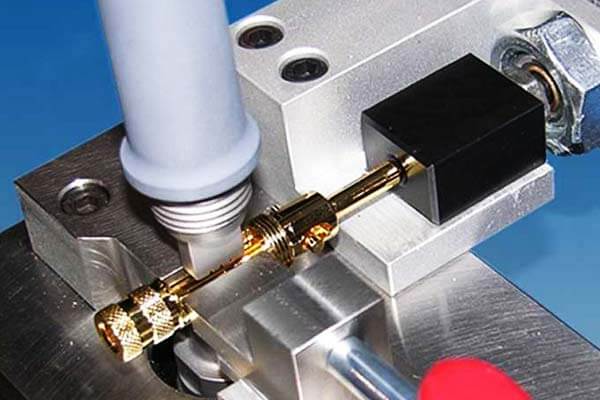
У адрозненне ад звычайных метадаў зваркі, ён не патрабуе напаўняльніка або высокіх тэмператур.
Замест, ультрагукавыя ваганні выпрацоўваюць дастаткова цяпла для злучэння паверхняў.
- Як гэта працуе: Ультрагукавыя хвалі ўжываюцца на частаце паміж 20 і 40 кГц, што выклікае хуткую вібрацыю металічных паверхняў, генеруючы цяпло трэння.
Утворанае цяпло сплаўляе матэрыялы ў месцы кантакту. - Прыкладанне: Часта выкарыстоўваецца там, дзе традыцыйная зварка можа пашкодзіць далікатныя або дробныя кампаненты, напрыклад, у электроннай прамысловасці або медыцынскіх прыбораў.
- Выгод: Дакладнасць і мінімальнае скажэнне робяць яго ідэальным для дробных прыкладанняў.
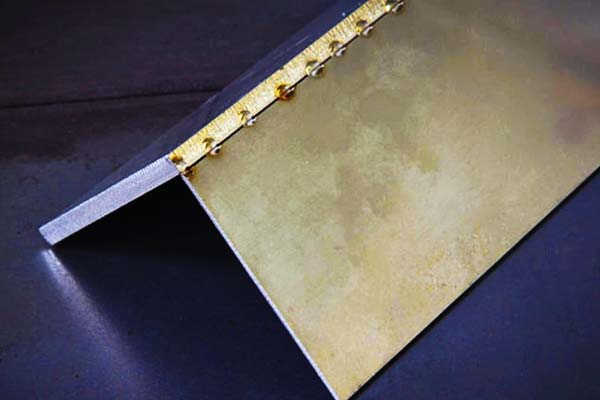
Зварка прыхваткамі моста
Зварка маставых прыхватак прадугледжвае стварэнне некалькіх невялікіх зварных швоў уздоўж злучэння або папярок шчыліны паміж дэталямі.
Гэтая тэхніка «закрывае» зазор перад нанясеннем поўнага зварнога шва, гарантуючы, што кампаненты застаюцца ў адпаведнасці на працягу ўсяго працэсу.
- Як гэта працуе: Невялікія прыхваткі зварных швоў размяшчаюцца з інтэрвалам, эфектыўнае «злучэнне» частак разам.
Гэта дапамагае падтрымліваць іх выраўноўванне на наступных этапах зваркі або зборкі. - Прыкладанне: Звычайна выкарыстоўваецца пры зварцы канструкцый, напрыклад, пры будаўніцтве вялікіх сталёвых канструкцый, такіх як масты, караблі, і цяжкай тэхнікі.
- Выгод: Забяспечвае выдатную стабільнасць для вялікіх кампанентаў, прадухіленне зрушэння дэталяў падчас фінальнай зваркі.
Гарачая зварка
Гарачая зварка прыхваткамі прадугледжвае нагрэў дэталяў да высокай тэмпературы перад нанясеннем прыхватак.
Гэты метад гарантуе, што нарыхтоўкі ўжо будуць часткова звараны, калі зроблена прыхватка,
зніжэнне рызыкі дэфармацыі або зрушэння на працягу ўсяго працэсу зваркі.
- Як гэта працуе: Нарыхтоўкі награваюцца да пэўнай тэмпературы з дапамогай знешніх крыніц цяпла, такіх як факел або печ.
Адзін раз пры патрэбнай тэмпературы, прыхваткавыя зварныя швы прымяняюцца ў розных кропках уздоўж злучэння. - Прыкладанне: Выкарыстоўваецца ў сітуацыях, калі матэрыялы неабходна ўтрымліваць на месцы пры высокіх тэмпературах або калі агульны працэс уключае зварку тоўстых секцый матэрыялу.
- Выгод: Ідэальна падыходзіць для прадухілення тэрмічнага дэфармацыі і забеспячэння шчыльнай пасадкі для вялікіх матэрыялаў.
Індукцыйная зварка прыхваткамі
Індукцыйная зварка прыхваткамі выкарыстоўвае электрамагнітную індукцыю для атрымання цяпла ў нарыхтоўках.
Гэты працэс часта выкарыстоўваецца для высакахуткасных прыкладанняў, дзе патрабуюцца хуткія цыклы нагрэву і астуджэння.
- Як гэта працуе: Праз катушку, размешчаную побач з нарыхтоўкамі, прапускаюць пераменны ток.
Наведзены ток награвае метал, у выніку чаго ён расплавіцца і зліваецца ў месцы кантакту. - Прыкладанне: Звычайна выкарыстоўваецца ў галінах, якія патрабуюць хуткага і дакладнага нагрэву вялікіх кампанентаў, напрыклад, на металургічных заводах і металаапрацоўцы.
- Выгод: хутка, кіраваны ацяпленне, і здольнасць прымяняць дакладнае лакалізаванае цяпло да металу.
Тэрмітная зварка
Гэта выкарыстоўваць хімічную рэакцыю паміж парашковымі металамі (звычайна аксід алюмінія і жалеза) для атрымання экзатэрмічнай рэакцыі, якая вылучае цяпло.

Гэта цяпло выкарыстоўваецца для зваркі матэрыялаў.
- Як гэта працуе: Тэрмітная сумесь запальваецца і стварае вельмі высокія тэмпературы, дастаткова, каб расплавіць нарыхтоўкі і стварыць сувязь.
Гэты працэс часта выкарыстоўваецца для зваркі тоўстых металічных секцый. - Прыкладанне: Выкарыстоўваецца на чыгунцы, цяжкая тэхніка, і прамысловае прымяненне, якое патрабуе высокай тэмпературы і моцных сувязяў.
- Выгод: Надзвычай магутны і ідэальна падыходзіць для вялікіх, тоўстыя матэрыялы.
6. Перавагі зваркі прыхваткамі
- Дакладнасць і кантроль: Зварка прыхваткамі гарантуе дакладнае размяшчэнне кампанентаў перад канчатковай зваркай,
зніжэнне рызыкі зрушэння і забеспячэнне якасных вынікаў. - Зніжэнне скажэнняў: Утрымліваючы дэталі на месцы, зварка прыхваткамі мінімізуе цеплавое пашырэнне, якое можа адбыцца падчас поўнай зваркі, што часта прыводзіць да скажэнняў.
- Эканамічна эфектыўны: Гэта дапамагае зэканоміць як час, так і матэрыялы, прадухіляючы неабходнасць пераробкі з-за зрушэння або няправільнага размяшчэння.
- Спрошчаная зборка: Ён дапамагае збіраць складаныя канструкцыі, часова замацоўваючы дэталі,
дазваляючы зваршчыкам засяродзіцца на іншых важных аспектах праекта.
7. Недахопы зваркі прыхваткамі
- Часовы характар: Так як зварныя швы не з'яўляюцца апорнымі, іх трэба альбо ўключыць у канчатковы зварны шво, альбо выдаліць пасля.
- Рызыкі зрушэння: Пры неасцярожным нанясенні, прыхваткавыя зварныя швы могуць прывесці да зрушэння ў канчатковым працэсе зваркі, у выніку дадатковай пераробкі.
- Зоны цеплавога ўздзеяння: Некалькі прыхватак зварных швоў у адной і той жа зоне могуць выклікаць зоны ўздзеяння цяпла,
якія могуць аслабіць матэрыял з цягам часу, калі не старанна кіраваць.
8. Агульныя прымянення зваркі прыхваткамі
- Выраб і зборка: Вялікія структурныя праекты, такія як масты, будынкі, і караблям патрабуецца зварка прыхваткамі, каб кампаненты былі выраўнаваны падчас поўнага працэсу зваркі.
- Праца з ліставога металу: Аўтамабільная і аэракасмічная прамысловасць шырока выкарыстоўвае зварку прыхваткамі для зборкі кузаваў аўтамабіляў, крылы, і канструкцыі фюзеляжа.
- Зварка труб: Яго часта выкарыстоўваюць для выраўноўвання і часовага ўтрымання труб перад поўнай зваркай, забеспячэнне дакладнасці злучэнняў.
- Рамонт і тэхнічнае абслугоўванне: У задачах тэхнічнага абслугоўвання, зварка прыхваткамі выкарыстоўваецца для ўтрымання дэталяў на месцы падчас рамонту або замены.
9. Парады для паспяховай зваркі прыхваткамі
Выбар правільнага электрода або напаўняльніка
Пераканайцеся, што матэрыял электрода або напаўняльніка супадае з асноўным металам для стварэння трывалага, сумяшчальны прыхваткавы шво.
Выбар правільнага матэрыялу можа павялічыць трываласць зварнога шва і знізіць рызыку дэфектаў.
Правільны кантроль цяпла
Падтрымлівайце належны ўзровень цяпла, каб пазбегнуць перагрэву вобласці сустава, якія могуць аслабіць матэрыял або выклікаць непажаданыя дэфармацыі.
Адэкватны кантроль цяпла спрыяе чысцей, больш трывалыя зварныя швы.
Захаванне правільнага інтэрвалу
Вызначце аптымальны памер і адлегласць для зварных швоў у залежнасці ад таўшчыні матэрыялу і характару злучэння. Адпаведны інтэрвал спрыяе аднастайнасці і стабільнасці канчатковага прадукту.
Забеспячэнне трывалай прыхваткі зварных швоў
Пазбягайце слабых або неадэкватных зварных швоў, якія могуць разбурыцца пад уздзеяннем нагрузкі, ужываючы дастатковы, але кантраляваны нагрэў і ціск.
Моцныя зварныя швы забяспечваюць трывалую аснову для канчатковага зварнога шва, забеспячэнне даўгавечнасці канструкцыі.
10. Праблемы пры зварцы прыхваткамі
Сітаватасць і забруджванне
Прадухіліце трапленне паветраных кішэняў і забруджванняў у шво, старанна ачысціўшы паверхню і выкарыстоўваючы належныя ахоўныя газы.
Сітаватасць можа аслабіць зварной шво і парушыць яго цэласнасць.
Неадпаведны памер
Падтрымлівайце аднастайнасць памераў зварнога шва, каб забяспечыць стабільную прадукцыйнасць і знешні выгляд.
Варыяцыі памеру могуць паўплываць на трываласць і эстэтычнасць канчатковага зварнога шва.
Выдаленне зварнога шва
Ведайце, калі і як пры неабходнасці здымаць зварныя швы, напрыклад, пры перастаноўцы дэталяў перад канчатковай зваркай.
Эфектыўныя метады выдалення могуць зэканоміць час і прадухіліць пашкоджанне нарыхтоўкі.
Рызыкі зрушэння
Будзьце асцярожныя з перакосамі, якія могуць узнікнуць у выніку няправільнай тэхнікі зваркі прыхваткамі, патэнцыйна можа прывесці да дарагіх выпраўленняў.
Дбайнае выкананне зварных швоў можа знізіць гэтыя рызыкі і забяспечыць больш плаўны працэс зборкі.
11. Атрымайце свае спецыяльныя металічныя дэталі з DEZE
Каля Гэтае, мы спецыялізуемся на прадастаўленні якасных зварачных паслуг, уключаючы зварку прыхваткамі, каб забяспечыць дакладнасць і стабільнасць вашых металічных частак.
Незалежна ад таго, патрэбна вам дробная вытворчасць або буйныя будаўнічыя праекты, нашы эксперты-зваршчыкі валодаюць інструментамі і вопытам для дасягнення першакласных вынікаў.
12. Conclusion
Зварка прыхваткамі можа здацца простай у агульным працэсе зваркі, але яго важнасць немагчыма пераацаніць.
Замацоўваючы дэталі на месцы і забяспечваючы правільнае выраўноўванне, зварка прыхваткамі прадухіляе скажэнне і зрушэнне,
эканомія часу і матэрыяльных выдаткаў пры адначасовым павышэнні якасці канчатковага зварнога шва.
Незалежна ад таго, працуеце вы на буйнамаштабным будаўніцтве, аўтамабільныя праекты, або дакладнае машынабудаванне, засваенне гэтага вельмі важна для дасягнення найлепшых вынікаў.
Выконвайце лепшыя практыкі, выкладзеныя ў гэтым блогу, каб аптымізаваць працэс зваркі прыхваткамі і забяспечыць поспех у наступным праекце!

