
1. Уводзіны
Сярод ключавых этапаў апрацоўкі з ЧПУ - чарнавая і чыставая апрацоўка, два працэсы, якія працуюць разам, каб забяспечыць як функцыянальную, так і эстэтычную якасць канчатковай дэталі.
Чарнавая апрацоўка сканцэнтравана на хуткім выдаленні вялікай колькасці матэрыялу, у той час як аздабленне ачышчае паверхню дэталі і гарантуе, што яна адпавядае жорсткім допускам.
Гэтыя этапы важныя для дасягнення жаданых вынікаў і аптымізацыі часу і кошту апрацоўкі.
У гэтай пасадзе, мы разбяром розныя ролі чарнавой апрацоўкі і аздаблення з ЧПУ, вывучыць задзейнічаныя інструменты і параметры, і даць дзейсную інфармацыю аб тым, як аптымізаваць кожны этап.
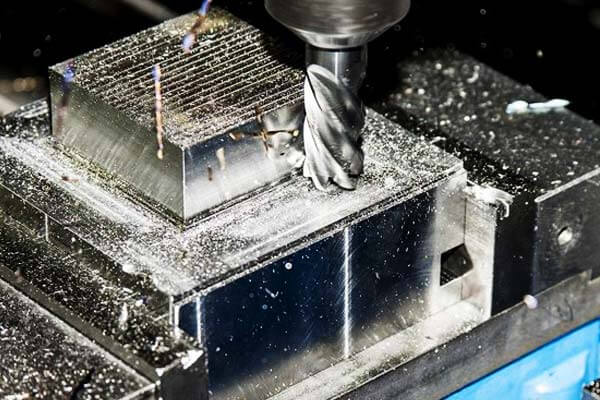
2. Што такое чарнавая апрацоўка з ЧПУ?
Чарнавая апрацоўка з ЧПУ - гэта першы крок у працэсе апрацоўкі, прызначаны для выдалення вялікай порцыі матэрыялу з нарыхтоўкі.
Мэта складаецца ў тым, каб дасягнуць прыблізнай формы канчатковай дэталі, не клапоцячыся занадта аб аздабленні паверхні або жорсткіх допусках.
Гэта агрэсіў, фаза выдалення вялікага аб'ёму матэрыялу, якая рыхтуе нарыхтоўку да этапу больш дакладнай аздаблення.
Агляд працэсу:
- Устаноўка: Нарыхтоўка надзейна замацоўваецца на станку з ЧПУ.
Траекторыі інструментаў плануюцца для максімальнага выдалення матэрыялу, і рэжучы інструмент выбіраецца ў залежнасці ад тыпу матэрыялу і патрэб чарнавой апрацоўкі. - Вываз матэрыялу: Чарнавая апрацоўка адразае вялікую частку матэрыялу, выкарыстоўваючы больш высокія хуткасці, вялікую глыбіню прарэзу, і больш высокія хуткасці падачы ў параўнанні з аздабленнем.
Звычайна, чарнавыя зрэзы пакідаюць пасля сябе грубы, няроўная паверхня. - Першапачатковае фармаванне: На дадзеным этапе, форму матэрыялу набліжаюць да патрэбнай геаметрыі, але ў цэнтры ўвагі - хуткасць, не падрабязна.
Інструменты, якія выкарыстоўваюцца:
- Канчатковыя млыны: Гэтыя інструменты звычайна выкарыстоўваюцца як для чарнавой, так і для аздаблення. Для чарнавой апрацоўкі, Для хуткага выдалення матэрыялу выкарыстоўваюцца вялікія інструменты.
- Чарнавыя фрэзы: Спецыяльна распрацаваныя інструменты для агрэсіўнай рэзкі, часта з некалькімі зубцамі, каб мінімізаваць сілы рэзання і забяспечыць большы здыманне матэрыялу.
Параметры для кантролю:
- Хуткасць: Для чарнавой апрацоўкі, хуткасць рэзкі звычайна ўсталёўваецца высокай, каб хутка выдаліць вялікую колькасць матэрыялу.
Тыповая хуткасць можа быць у дыяпазоне 2,000 да 5,000 Абароты ў хвіліну, у залежнасці ад тыпу матэрыялу і памеру фрэзы. - Хуткасць кармлення: Больш высокія нормы падачы (пачынаючы ад 0.02 да 0.5 мм/зуб) забяспечыць больш хуткі выдаленне матэрыялу.
- Глыбіня разрэзу: Чарнавая апрацоўка прадугледжвае больш глыбокія надрэзы (да 1 да 2 мм або больш за праход) у параўнанні з аздабленнем, што дазваляе выдаляць больш матэрыялу за адзін праход.
3. Што такое аздабленне з ЧПУ?
Аздабленне з ЧПУ - другі этап у працэсе апрацоўкі, які сканцэнтраваны на дасягненні канчатковых памераў, гладкасць, і якасць паверхні нарыхтоўкі.
У адрозненне ад чарнавой апрацоўкі, аздабленне - гэта больш вытанчаны працэс, які гарантуе, што дэталь знаходзіцца ў жорсткіх допусках і гатова да функцыянальнага выкарыстання.

Агляд працэсу:
- Павярхоўнае згладжванне: Падчас аздаблення, мэта складаецца ў тым, каб стварыць гладкую, роўная паверхня з высокай дакладнасцю.
Інструмент неглыбока выдаляе толькі невялікая колькасць матэрыялу, дакладныя разрэзы. - Тонкія парэзы: У адрозненне ад чарнавой апрацоўкі, працэс аздаблення выкарыстоўвае менш, больш вытанчаныя кроі, з меншай хуткасцю падачы і меншай глыбінёй рэзання.
Інструменты, якія выкарыстоўваюцца:
- Фрэзы з шаравым канцом: Ідэальна падыходзіць для аздаблення, гэтыя інструменты вырабляюць гладкую аздабленне, асабліва на крывалінейных паверхнях або складанай геаметрыі.
- Фінішныя фрэзы: Гэтыя фрэзы распрацаваны для высокай дакладнасці і аптымізаваны для забеспячэння выдатнай аздаблення паверхні.
Важнасць дакладнасці:
Дакладнасць, неабходная для аздаблення з ЧПУ, мае вырашальнае значэнне, асабліва ў такіх галінах, як аэракасмічная, аўтамабільны, і медыцынскі, дзе кампаненты павінны адпавядаць вельмі жорсткім допускам.
Напрыклад, допускі ±0,001 цалі (0.025 мм) часта патрабуюцца, асабліва для дэталяў, якія будуць праходзіць далейшую зборку або строгія выпрабаванні.
4. Перавагі чарнавой апрацоўкі
Высокая хуткасць выдалення матэрыялу:
Асноўнай перавагай чарнавой апрацоўкі з ЧПУ з'яўляецца яе здольнасць хутка выдаляць вялікія аб'ёмы матэрыялу.
З дапамогай вялікіх рэжучых інструментаў і больш глыбокіх разрэзаў, чарнавая апрацоўка памяншае аб'ём нарыхтоўкі за кароткі прамежак часу, забяспечваючы больш хуткія вытворчыя цыклы.
Гэта асабліва карысна для вялікіх або тоўстых дэталяў, дзе неабходна значнае выдаленне матэрыялу перад пераходам да больш вытанчанай фазы аздаблення.
Эканамічная вытворчасць:
Чарнавая апрацоўка з'яўляецца найбольш эканамічна эфектыўным этапам апрацоўкі з ЧПУ, паколькі ён выкарыстоўвае інструменты, прызначаныя для хуткага выдалення матэрыялу, што скарачае час апрацоўкі і, па чарзе, выдаткі.
З высокай падачай і хуткасцю рэзкі, працэс памяншае неабходнасць некалькіх, працаёмкія аперацыі пазней.
Гэта не толькі мінімізуе агульны кошт дэталі, але і паляпшае вынік для вытворцаў.
Паменшаны знос інструментаў для аздаблення інструментаў:
Выдаліўшы асноўную частку матэрыялу на ранняй стадыі, чарнавая апрацоўка прадухіляе празмерны знос больш далікатных інструментаў для аздаблення.
Гэтыя інструменты для аздаблення часта прызначаны для дакладнасці і патрабуюць тонкай рэзкі,
таму абарона іх ад агрэсіўнага выдалення матэрыялу зніжае частату замены інструмента і павялічвае агульны тэрмін службы інструмента.
Палепшаная стабільнасць нарыхтоўкі:
Чарнавая апрацоўка можа дапамагчы стабілізаваць нарыхтоўку перад канчатковай апрацоўкай, робяцца больш складаныя аздобныя надрэзы.
Па выдаленні матэрыялу ў кантраляваным рэжыме, паступовым спосабам, чарнавая апрацоўка гарантуе, што форма дэталі блізкая да канчатковай геаметрыі, зніжэнне верагоднасці дэфармацыі або зрушэння пры аздабленні.
Гэта асабліва важна ў дакладнай прамысловасці, напрыклад, аэракасмічная і аўтамабільная, дзе допускі строгія.
Гнуткасць з выдаленнем матэрыялу:
Чарнавая апрацоўка добра адаптуецца да розных матэрыялаў, ад больш мяккіх металаў, такіх як алюміній, да больш цвёрдых матэрыялаў, такіх як сталь і тытан.
З правільнымі рэжучымі інструментамі і параметрамі, чарнавая апрацоўка дазваляе эфектыўна здымаць матэрыял з шырокага дыяпазону матэрыялаў, павышэнне ўніверсальнасці ў вытворчых аперацыях.
5. Перавагі аздаблення
Высокая дакладнасць аздаблення паверхні:
Фінішная фаза апрацоўкі з ЧПУ мае вырашальнае значэнне для дасягнення жаданай аздаблення паверхні, асабліва калі патрабуюцца жорсткія допускі і якасная эстэтыка паверхні.
Фінішныя надрэзы прызначаны для згладжвання шурпатых краёў і атрымання бездакорнага выгляду, высакаякасная паверхня, якая адпавядае спецыфічным патрабаванням прамысловасці
напрыклад, аэракасмічная, медычны, і аўтамабільнай.
- Прыклад: Для аэракасмічных кампанентаў, напрыклад, лапаткі турбіны, аздабленне забяспечвае гладкую,
паліраваных паверхняў, якія адпавядаюць строгім стандартам аэрадынамікі і стрэсаўстойлівасці, забеспячэнне аптымальнай прадукцыйнасці.
Жорсткія допускі і дакладнасць памераў:
Аздобная апрацоўка з ЧПУ гуляе важную ролю ў дасягненні жорсткіх допускаў і высокай дакладнасці памераў.
Пасля чарнавой апрацоўкі здымаецца асноўная маса матэрыялу, інструменты аздаблення ўзяць на сябе, каб удасканаліць дэталь,
гарантуючы, што ён адпавядае дакладным вымярэнням і спецыфікацыям памераў.
Гэта важна пры вытворчасці кампанентаў, якія павінны ідэальна спалучацца з іншымі ў складаных зборках.
- Уплыў на допускі: У такіх галінах прамысловасці, як медыцынскае абсталяванне або вытворчасць паўправаднікоў, нават найменшае адхіленне можа парушыць функцыянальнасць.
Фінішная апрацоўка дапамагае давесці дэталь да допуску ±0,001 цалі або лепш.
Палепшаная цэласнасць паверхні:
Аздабленне паляпшае цэласнасць паверхні матэрыялу, ліквідацыю дэфектаў, якія засталіся ад чарнавой фазы.
Працэс выдаляе мікразадзірыны, знакі інструмента, і іншыя недахопы, якія могуць паўплываць на функцыянальнасць або эстэтычную прывабнасць дэталі.
Гэта асабліва важна для кампанентаў, якія падвяргаюцца ўздзеянню суровых умоў, напрыклад, у аўтамабільнай або хімічнай прамысловасці,
дзе цэласнасць паверхні з'яўляецца ключом да прадукцыйнасці і даўгавечнасці.
- Прыклад: У аўтамабільнай прамысловасці, аздабленне выкарыстоўваецца для выдалення дэфектаў паверхні на дэталях рухавіка, такіх як галоўкі цыліндраў, які павінен вытрымліваць высокі ціск і цяпло.
Працэс забяспечвае аптымальную працу дэталяў без заўчаснага зносу або паломкі.
Падвышаная трываласць і зносаўстойлівасць:
Працэс аздаблення часта ўключае прымяненне пэўных траекторый інструментаў і стратэгій рэзкі, якія дапамагаюць палепшыць трываласць канчатковай дэталі.
За кошт аптымізацыі гладкасці паверхні і якасці аздаблення, аздабленне можа павысіць зносаўстойлівасць і здольнасць дэталі вытрымліваць суровыя ўмовы эксплуатацыі.
Напрыклад, у прыкладаннях з высокім узроўнем нагрузкі, такіх як кампаненты рухавіка або хірургічныя інструменты, гэты дадатковы пласт удасканалення дапамагае паменшыць знос і падоўжыць тэрмін службы дэталі.
- Прыклад: Працэсы аздаблення тытанавых медыцынскіх імплантатаў паляпшаюць гладкасць паверхні і біясумяшчальнасць, зніжэнне рызыкі карозіі або інфекцыі.
Эстэтычная прывабнасць і візуальная якасць:
Для многіх прыкладанняў, асабліва ў спажывецкіх таварах або архітэктурных прадуктах, знешні выгляд канчатковай дэталі гэтак жа важны, як і яе функцыянальныя магчымасці.
Аздабленне з ЧПУ можа забяспечыць шырокі спектр тэкстур паверхні, ад гладкі, паліраваная аздабленне да атласнага або матавага выгляду.
Такі ўзровень кантролю над эстэтычным вынікам робіць аздабленне з ЧПУ неацэнным для прадуктаў, дзе візуальная прывабнасць мае вырашальнае значэнне.
- Прыклад: У бытавой электроніцы, напрыклад, корпуса смартфона або корпуса ноўтбука, аздабленне стварае гладкую,
візуальна прывабная паверхня, якая не толькі добра выглядае, але і паляпшае агульны карыстацкі досвед, забяспечваючы камфорт, гладкая аздабленне.
Павелічэнне эканамічнай эфектыўнасці з цягам часу:
Хоць аздабленне можа заняць больш часу, чым чарнавая, гэта можа зэканоміць грошы ў доўгатэрміновай перспектыве за кошт памяншэння верагоднасці паломкі дэталі або дарагога рамонту.
Гарантуючы, што дэталь адпавядае ўсім спецыфікацыям і патрабаванням якасці з самага пачатку, вытворцы пазбягаюць неабходнасці дарагой пераробкі або замены дэталяў.
- Прыклад: У вытворчасці вельмі складаных кампанентаў аўтамабільных рухавікоў,
аздабленне гарантуе, што кампаненты адпавядаюць строгім стандартам, дапамагае вытворцам пазбегнуць дарагіх адкліканняў або патрабаванняў па гарантыі.
6. Чарнавая апрацоўка з ЧПУ супраць. Аздабленне з ЧПУ
Апрацоўка з ЧПУ - гэта вельмі дакладны і універсальны вытворчы працэс,
але вельмі важна разумець розныя ролі і мэты двух асноўных этапаў у працэсе: Чарнавая апрацоўка з ЧПУ і Аздабленне з ЧПУ.

Асноўныя адрозненні:
Асноўная мэта
- Чарнавая апрацоўка: Галоўная мэта фазы чарнавой апрацоўкі - хуткае выдаленне вялікіх аб'ёмаў матэрыялу з нарыхтоўкі.
Чарнавая апрацоўка - гэта цяжкая аперацыя рэзкі, якая засяроджваецца на фарміраванні дэталі да яе асноўных памераў, пакідаючы пасля сябе лішак матэрыялу (вядомы як «запас») што будзе ўдакладнена на наступным этапе.
Інструмент для чарнавой апрацоўкі працуе з высокай падачай і глыбокімі надрэзамі, каб выдаліць як мага больш матэрыялу. - Фініш: У адрозненне, мэта аздаблення - давесці дэталь да канчатковага стану, дакладныя памеры.
Фінішныя аперацыі сканцэнтраваны на дасягненні жорсткіх допускаў і стварэнні гладкасці, якасная аздабленне паверхні.
На гэтым этапе выкарыстоўваюцца больш лёгкія парэзы, больш павольныя хуткасці падачы, і больш тонкія інструменты для забеспячэння адпаведнасці нарыхтоўкі патрабаваным стандартам дакладнасці і эстэтыкі.
Параметры інструментаў і рэзкі
- Чарнавая апрацоўка: Інструменты для чарнавой апрацоўкі звычайна прызначаны для высокай хуткасці здымання матэрыялу і вытрымліваюць нагрузкі пры рэзцы вялікіх аб'ёмаў матэрыялу.
Інструменты, такія як чарнавая кантавая фрэза, індэксныя ўстаўкі, і тарцовыя фрэзы выкарыстоўваюцца для гэтага этапу.
Параметры рэзкі ўстаноўлены для агрэсіўнага выдалення матэрыялу, часта выкарыстоўваюць больш высокія нормы падачы, вялікую глыбіню прарэзу, і больш высокія абароты шпіндзеля.
Аднак, рэжучыя беражкі інструмента часта распрацаваны такім чынам, каб супрацьстаяць зносу ад больш істотнага зачаплення матэрыялу. - Фініш: Інструменты для аздаблення больш спецыялізаваныя і прызначаныя для атрымання роўнай паверхні і дакладных памераў.
Фрэзы з шаравым носам, фінішныя фрэзы, або інструменты з алмазным пакрыццём звычайна выкарыстоўваюцца.
Параметры рэзкі рэгулююцца для больш тонкай, больш кантраляваныя скарачэнні, з меншай хуткасцю падачы і меншай глыбінёй рэзання, каб пазбегнуць пашкоджання паверхні.
Сілы рэзкі
- Чарнавая апрацоўка: Сілы рэзання падчас чарнавой апрацоўкі звычайна значна вышэй з-за аб'ёму выдалянага матэрыялу.
Гэтыя сілы могуць выклікаць значны знос інструмента, а часам і вібрацыю, патрабуе ўважлівага кантролю для прадухілення адхілення інструмента і шамацення. - Фініш: Сілы рэзання пры чыставой апрацоўцы звычайна ніжэй, чым пры чарнавой апрацоўцы.
У цэнтры ўвагі падчас аздаблення - дакладнасць і якасць паверхні, і сілы рэзання зведзены да мінімуму, каб знізіць рызыку дэфармацыі інструмента або скажэнні геаметрыі дэталі.
Аздабленне паверхні і допускі
- Чарнавая апрацоўка: Аздабленне паверхні пасля чарнавой апрацоўкі звычайна шурпатая, з бачнымі слядамі інструментаў і няроўнымі паверхнямі.
Допускі падчас чарнавой апрацоўкі звычайна не такія строгія, бо мэтай з'яўляецца ў першую чаргу выдаленне матэрыялу.
Атрыманая паверхня часта апісваецца як «чарнавая» і мае патрэбу ў далейшай апрацоўцы на стадыі аздаблення. - Фініш: Пасля заканчэння, нарыхтоўка павінна мець гладкую, паліраваны выгляд з мінімальнымі слядамі ад інструмента, і паверхня павінна адпавядаць жорсткім допускам памераў.
Дасягненне высокай якасці аздаблення паверхні часта патрабуе спецыяльных інструментаў для аздаблення і аптымізаваных параметраў рэзкі для мінімізацыі недахопаў.
Час і эфектыўнасць
- Чарнавая апрацоўка: Чарнавая апрацоўка звычайна з'яўляецца найбольш працаёмкай часткай працэсу апрацоўкі з ЧПУ, але гэта важна для хуткага выдалення вялікай колькасці матэрыялу.
Гэты этап аптымізаваны для эфектыўнасці, выдаліць як мага больш матэрыялу ў самыя кароткія тэрміны, нават за кошт якасці паверхні. - Фініш: Пры гэтым аздабленне займае менш часу, чым чарнавая, гэта больш далікатная і дакладная аперацыя.
Працэс дасягнення высакаякаснай аздаблення паверхні часта ўключае ў сябе больш праходаў з лёгкімі надрэзамі, каб пазбегнуць скажэння геаметрыі дэталі або стварэння дэфектаў.
Гэты этап, пры гэтым патрабуецца больш часу на праход, мае вырашальнае значэнне для забеспячэння адпаведнасці канчатковага прадукту патрабаваным спецыфікацыям.
7. Ключавыя фактары для аптымізацыі чарнавой і чыставой апрацоўкі з ЧПУ
Параметры рэзкі:
Перадавыя практыкі прадугледжваюць аптымізацыю хуткасцей рэзкі, Колькасць падачы, і глыбіня рэзу ў залежнасці ад характарыстык матэрыялу і інструмента.
Напрыклад, алюміній забяспечвае больш высокую хуткасць рэзкі ў параўнанні са сталлю, што патрабуе павольней, больш наўмысныя скарачэнні.
Выбар інструмента:
Выбар правільных інструментаў для кожнай фазы павялічвае тэрмін службы інструмента і эфектыўнасць апрацоўкі.
Чарнавая апрацоўка можа атрымаць карысць з цвёрдасплаўных уставак для павышэння даўгавечнасці, у той час як аздабленне можа выкарыстоўваць паліраваныя керамічныя інструменты для больш гладкіх паверхняў.
Матэрыяльныя меркаванні:
Розныя матэрыялы патрабуюць індывідуальных стратэгій; больш мяккія металы, такія як алюміній, падтрымліваюць больш хуткую чарнавую апрацоўку, у той час як больш цвёрдыя металы, такія як тытан, патрабуюць асцярожнага падыходу.
Тытан, Напрыклад, патрабуе а 20-30% зніжэнне хуткасці рэзкі ў параўнанні з алюмініем.
Стратэгіі шляху інструмента:
Аптымізацыя траекторый інструмента зводзіць да мінімуму непатрэбнае перамяшчэнне і павялічвае эфектыўнасць рэзкі.
Праграмнае забеспячэнне CAM адыгрывае ключавую ролю ў стварэнні эфектыўных траекторый інструмента, магчымае скарачэнне часу цыклу да 25%.
8. Агульныя праблемы чарнавой і чыставой апрацоўкі з ЧПУ
Апрацоўка з ЧПУ, пры гэтым вельмі дакладныя і эфектыўныя, не без праблем.
Як чарнавая, так і фінішная стадыі ўяўляюць унікальныя перашкоды, якія могуць паўплываць на якасць, дзейснасць, і эканамічная эфектыўнасць працэсу апрацоўкі.
Рашэнне гэтых праблем мае вырашальнае значэнне для дасягнення аптымальных вынікаў.
Выклікі чарнавой апрацоўкі
Нашэнне інструмента:
-
- Выклік: Агрэсіўныя параметры рэзання, якія выкарыстоўваюцца пры чарнавой апрацоўцы, могуць прывесці да хуткага зносу інструмента, скарачэнне тэрміну службы інструмента і павелічэнне выдаткаў.
- Рашэнне: Выкарыстоўвайце трывалыя інструменты, прызначаныя для выдалення цяжкага матэрыялу, напрыклад, цвёрдасплаўныя ўстаўкі.
Праводзіце рэгулярныя праверкі тэхнічнага абслугоўвання і разгледзьце магчымасць выкарыстання такіх пакрыццяў, як TiAlN або DLC (Алмазападобны вуглярод) падоўжыць тэрмін службы інструмента да 40%.
Назапашванне цяпла:
-
- Выклік: Высокахуткасная рэзка вылучае значнае цяпло, што можа пагоршыць прадукцыйнасць інструмента і паўплываць на цэласнасць матэрыялу.
- Рашэнне: Выкарыстоўвайце належныя метады нанясення астуджальнай вадкасці, напрыклад, скразныя сістэмы падачы астуджальнай вадкасці.
Астуджальная вадкасць не толькі рассейвае цяпло, але і паляпшае адвод стружкі, памяншаючы назапашванне цяпла да 60%.
Вібрацыя:
-
- Выклік: Вібрацыя можа выклікаць сляды ад грукату на нарыхтоўцы і паменшыць тэрмін службы інструмента. Гэта асабліва праблематычна ў глыбокіх выразах або доўгіх навісях.
- Рашэнне: Аптымізуйце параметры рэзкі, каб мінімізаваць вібрацыю. Больш кароткія інструменты з большай калянасцю могуць дапамагчы, як і рэгуляванне хуткасці кручэння шпіндзеля і падачы.
Выкарыстанне збалансаваных вузлоў інструментаў і стабільных налад можа паменшыць праблемы, звязаныя з вібрацыяй, да 70%.
Эвакуацыя чыпаў:
-
- Выклік: Неэфектыўная эвакуацыя габлюшкі можа прывесці да паўторнага наразання стружкі, выклікаючы пашкоджанне інструмента і дрэнную аздабленне паверхні.
- Рашэнне: Выбірайце інструменты з адпаведнай геаметрыяй канаўкі для эфектыўнага выдалення стружкі.
Выкарыстоўвайце астуджальную вадкасць пад высокім ціскам і вакуумныя сістэмы, каб забяспечыць хуткае выдаленне габлюшкі, паляпшэнне эвакуацыі стружкі да 80%.
Выкананне задач
Дасягненне тонкай аздаблення паверхні:
-
- Выклік: Падтрыманне чыстай аздаблення паверхні патрабуе дакладнага кантролю параметраў рэзкі і выбару інструмента.
- Рашэнне: Выкарыстоўвайце спецыяльныя інструменты для аздаблення з большай колькасцю канаў і больш тонкай геаметрыяй краёў, напрыклад, наканечныя фрэзы з шаравым носам.
Падтрымлівайце стабільныя ўмовы рэзкі, у тым ліку стабільныя хуткасці шпіндзеля і кантраляваныя хуткасці падачы.
Удасканаленае праграмнае забеспячэнне CAM можа аптымізаваць траекторыі інструмента для больш гладкай аздаблення, дасягненне такіх нізкіх значэнняў Ra 0.4 мкм.
Кіраванне адхіленнем інструмента:
-
- Выклік: Тонкія або доўгія інструменты могуць адхіляцца падчас рэзкі, што прыводзіць да недакладнасці памераў і дрэннай якасці паверхні.
- Рашэнне: Выбірайце карацей, больш жорсткія інструменты, калі гэта магчыма. Павялічце жорсткасць трымальніка інструмента і выкарыстоўвайце трымальнік інструмента з мінімальным біццём.
Выкарыстоўвайце такія стратэгіі, як трохідальнае фрэзераванне, каб раўнамерна размеркаваць сілы рэзання, памяншэнне прагіну да 50%.
Захаванне жорсткіх допускаў:
-
- Выклік: Важна пераканацца, што дэталі адпавядаюць жорсткім допускам, асабліва ў такіх галінах, як аэракасмічная і медыцынская.
- Рашэнне: Рэгулярна калібруйце машыны і інструменты для падтрымання дакладнасці. Выкарыстоўвайце дакладныя вымяральныя прыборы для зваротнай сувязі і рэгулявання ў рэальным часе.
Укараняйце аўтаматызаваныя працэсы праверкі, каб своечасова выяўляць адхіленні, забеспячэнне допуску ў межах ±0,01 мм.
Варыяцыі цвёрдасці матэрыялу:
-
- Выклік: Змены цвёрдасці матэрыялу могуць паўплываць на кансістэнцыю рэзання і тэрмін службы інструмента.
- Рашэнне: Выканайце тэсты на цвёрдасць матэрыялу перад апрацоўкай, каб адпаведна наладзіць параметры рэзкі.
Выкарыстоўвайце адаптыўныя сістэмы кіравання, якія аўтаматычна кампенсуюць змены цвёрдасці, захаванне стабільных умоў рэзкі.
9. Тэхналогіі, якія паляпшаюць чарнавую і чыставую апрацоўку
Перадавыя інструментальныя рашэнні
Сучасныя рэжучыя інструменты істотна змянілі эфектыўнасць як чарнавой, так і чыставой апрацоўкі пры апрацоўцы з ЧПУ.
Прасунутыя матэрыялы, такія як карбід, кераміка, і CBN (кубічны нітрыд бору) цяпер выкарыстоўваюцца для вытворчасці інструментаў, якія забяспечваюць высокую цвёрдасць, насіць супраціў, і тэрмаўстойлівасць.
Гэтыя інструменты гарантуюць, што нават у цвёрдых матэрыялах, напрыклад, тытан, Умова, або загартаванай сталі, працэс апрацоўкі застаецца эфектыўным, паслядоўны, і дакладны.
Інструменты з пакрыццём для павышэння прадукцыйнасці
Пакрыцця інструмента, такія як TiN (Нітрыд тытана), TiAlN (Нітрыд тытана-алюмінію), і алмазападобных пакрыццяў (DLC), забяспечваюць значныя перавагі ў чарнавой і фінішнай апрацоўцы з ЧПУ.
Гэтыя пакрыцця памяншаюць трэнне, звесці да мінімуму знос, і павысіць тэрмаўстойлівасць, што прыводзіць да падаўжэння тэрміну службы інструмента і больш эфектыўнай апрацоўкі.
З дадатковай перавагай меншай сілы рэзання, вытворцы могуць дасягнуць больш гладкай аздаблення як на чарнавой, так і на фінішнай стадыях.
5-Апрацоўка восі з ЧПУ
5-восевыя станкі з ЧПУ забяспечваюць вялікую перавагу як у чарнавой, так і ў фінішнай апрацоўцы, памяншаючы патрэбу ў некалькіх наладах.
Гэта павышае як дакладнасць, так і эфектыўнасць, паколькі дэталі можна апрацоўваць пад рознымі кутамі без перастаноўкі.
Здольнасць падысці да матэрыялу з некалькіх бакоў азначае, што інструменты з меншай верагоднасцю сутыкнуцца з шамаценнем або адхіленнем, што прыводзіць да лепшай аздаблення паверхні і больш дакладных разрэзаў.
Дадаткова, 5-восевыя машыны забяспечваюць большую гнуткасць у канструкцыі дэталяў, памяншэнне патрэбы ў дадатковых інструментах або складаных прыстасаваннях.
Астуджальная вадкасць высокага ціску і сістэмы астуджальнай вадкасці праз шпіндзель
Укараненне сістэм астуджальнай вадкасці пад высокім ціскам значна павысіла эфектыўнасць чарнавой і чыставой апрацоўкі з ЧПУ.
Гэтыя сістэмы накіроўваюць астуджальную вадкасць непасрэдна ў зону рэзкі, забяспечваючы лепшы адвод цяпла і зніжаючы знос інструмента.
У дадатак, астуджальная вадкасць пад высокім ціскам дапамагае змыць стружку, прадухіленне іх умяшання ў працэс рэзкі, асабліва падчас чарнавой апрацоўкі, калі здымаецца вялікая колькасць матэрыялу.
Для аздаблення, астуджальная вадкасць дапамагае падтрымліваць стабільнасць тэмпературы, забяспечваючы аздабленне паверхні матэрыялу без цеплавых скажэнняў.
Аўтаматызаваныя сістэмы змены інструмента
Аўтаматызаваныя прылады змены інструмента забяспечваюць плыўны пераход паміж стадыямі чарнавой і чыставой апрацоўкі, асабліва калі для кожнай фазы патрабуюцца розныя інструменты.
Аўтаматызуючы гэты працэс, Станкі з ЧПУ могуць працаваць без перапынкаў, скарачэнне часу прастою і павышэнне прадукцыйнасці.
Гэтыя сістэмы могуць захоўваць розныя рэжучыя інструменты і змяняць іх на аснове загадзя запраграмаваных інструкцый, пераканаўшыся, што для адпаведнай аперацыі заўсёды выкарыстоўваецца правільны інструмент.
Інтэлектуальныя датчыкі і машыннае навучанне для аптымізацыі працэсаў
Інтэграцыя інтэлектуальных датчыкаў і тэхналогій машыннага навучання ў станкі з ЧПУ палепшыла маніторынг і аптымізацыю працэсаў.
Гэтыя датчыкі могуць выяўляць вібрацыю, сілы рэзкі, і знос інструмента ў рэжыме рэальнага часу, дазваляючы імгненна ўносіць карэкціроўкі для павышэння эфектыўнасці апрацоўкі і якасці дэталі.
У чарнавой апрацоўцы, гэтыя тэхналогіі могуць прадухіліць перагрузку інструмента або нарыхтоўкі, пакуль у аздабленні,
яны гарантуюць, што інструмент застаецца ў межах допуску, звядзенне да мінімуму рызыкі дэфектаў або недакладнасцяў памераў.
Робататэхніка і аўтаматызацыя для павышэння прадукцыйнасці
Рабатызаваныя рукі і аўтаматызаваныя сістэмы могуць дапамагаць як у працэсах чарнавой, так і ў аздабленні, бяручы на сябе выкананне паўтаральных задач, загрузка/выгрузка нарыхтовак, і правядзенне праверак кантролю якасці.
Гэта памяншае чалавечыя памылкі і дазваляе працаваць станкам з ЧПУ 24/7, максімізацыя прадукцыйнасці.
Выкарыстанне робататэхнікі ў працэсах пасля механічнай апрацоўкі, такіх як ачыстка, агляд, або апрацоўка дэталяў дадаткова гарантуе, што дэталі гатовыя да выкарыстання або пастаўкі з мінімальным ручным умяшаннем.
10. Універсальны цэх апрацоўкі з ЧПУ DEZE
У гэтым адзін, мы прапануем як чарнавую, так і аддзелачную апрацоўку ўласнымі сіламі, з выкарыстаннем самых сучасных станкоў з ЧПУ і перадавых інструментаў для забеспячэння высокай дакладнасці, дзейснасць, і цудоўная аздабленне паверхні.
Наш комплексны падыход гарантуе плаўны пераход ад чарнавой апрацоўкі да фінішнай апрацоўкі, эканомія часу і павышэнне агульнай якасці вашых частак.
11. Conclusion
Чарнавая і фінішная апрацоўка з ЧПУ - гэта дзве важныя стадыі працэсу апрацоўкі, пры аптымізацыі, можна значна павысіць эфектыўнасць, Якасць паверхні, і дакладнасць часткі.
Разумеючы адрозненні, праблемы, і стратэгіі для кожнай фазы, вытворцы могуць дасягнуць лепшых вынікаў пры скарачэнні выдаткаў і часу апрацоўкі.
Незалежна ад таго, працуеце вы са складанай геаметрыяй або з жорсткімі допускамі, засваенне гэтых двух працэсаў вельмі важна для вытворчасці высокай якасці, прэцызійныя дэталі.
Калі вы шукаеце высокую якасць Паслугі апрацоўкі ЧПУ, выбар DEZE - ідэальнае рашэнне для вашых вытворчых патрэб.

